
罗茨风机修复_罗茨鼓风机
罗茨风机修复:罗茨风机如何进行现场快速修复
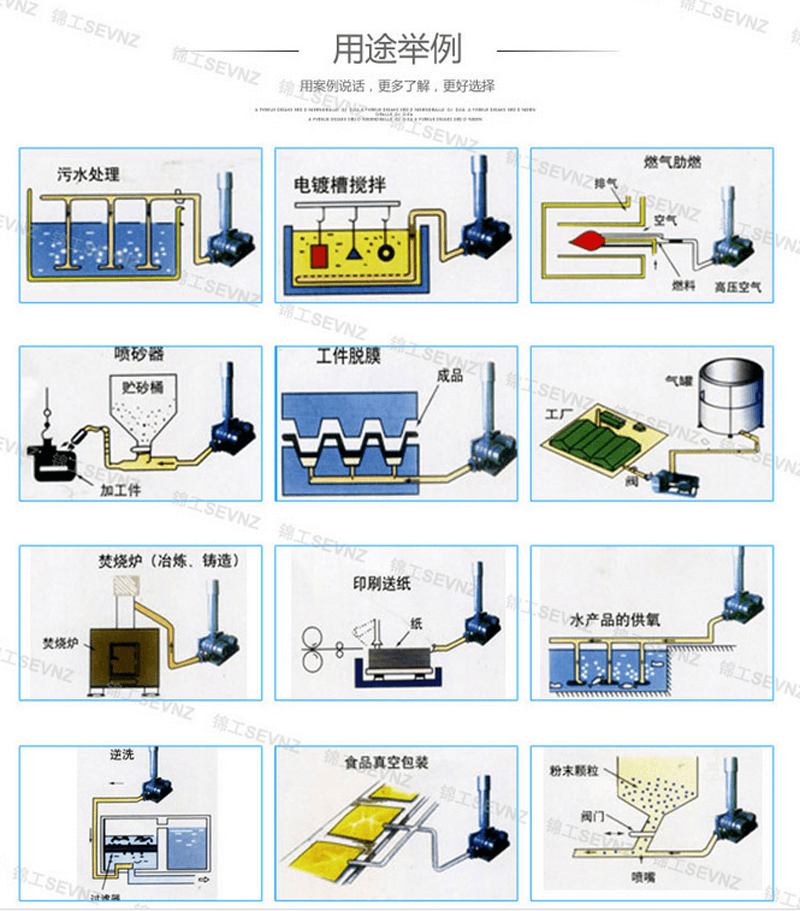
罗茨风机为容积式风机,这类风机具有高效节能,精度高,噪音低,寿命长,结构紧凑,体积小,重量轻,使用方便等特点。产品用途广泛,遍布石化、建材、电力、冶炼、化肥、矿山、港口、轻纺、食品、造纸、水产养殖和污水处理、环保产业等诸多领域。大多用于输送空气,也可用来输送煤气、氢气、乙炔、二氧化碳等易燃、易爆及腐蚀性气体。
罗茨风机常见故障及现场修复技术
1、泵腔防腐保护
金属腐蚀的形态,可分为全面(均匀)腐蚀和局部腐蚀两大类。前者较均匀的发生在设备的全部表面,后者只是发生在局部。例如孔蚀、缝隙腐蚀、晶间腐蚀、应力腐蚀破裂、腐蚀疲劳、氢腐蚀破裂、磨损腐蚀、脱层腐蚀等。特别是石油、化工行业以及海洋大气环境尤为突出。
针对设备腐蚀的问题,频繁更换设备部件是目前企业通常采用的方法,而且设备受材质及加工工艺等方面的影响,普遍价值高。例如搪玻璃设备、聚四氟部件、钛材等高值金属材料等。
采用索雷技术产品实施表面有机涂层防腐是目前业界推崇的处理方式。表面粘涂保护可广泛应用于磨蚀、气蚀、腐蚀部位的修复和预保护涂层。其具有良好的耐化学性能及优异的力学性能和粘接性能。与传统的压力容器焊接修补相比,具有施工简便、成本低、安全性能,修复效果好的特点。
2、传动部位磨损修复
索雷技术产品具有超强的粘着力,优异的抗压强度等综合性能,采用索雷碳纳米聚合物材料,通过机加工方法修复齿轮轴轴承位磨损,避免补焊热应力影响,修复厚度也不受限制,同时产品所具有的金属材料不具备的退让性,可吸收设备的冲击震动,避免再次磨损的可能,并大大延长设备部件(包括轴承)的使用寿命,为企业节省大量的停机时间,创造巨大的经济价值;避免了报废更换,使企业内部的维修资源得到优化。
3、转子轴键槽损伤
因为受设备运行及环境等因素的影响,设备经常出现轴头、键槽磨损损坏现象,问题出现后,按照传统方法要补焊或刷镀后机加工修复。但是补焊高温产生的热应力无法完全消除,容易出现弯曲或断裂;电刷镀受涂层厚度限制,容易剥落;而且以上方法都是用金属修复金属,无法改变“硬对硬”的配合关系,在各种力的综合作用下,仍会造成再次磨损。
索雷技术产品具有超强的粘着力,优异的抗压强度等综合性能,可免机加工快速有效修复轴承室磨损。即无补焊热应力影响,修复厚度也不受限制,同时产品所具有的金属材料不具备的退让性,吸收设备的冲击震动,并且可使配合面100%接触,避免了再次出现磨损的可能。
4、壳体裂纹治理
设备部件因铸造、加工缺陷或内应力、超负荷运行等原因经常导致设备部件出现裂纹或断裂现象。常规的修复方法是采用焊接。焊接常常会导致零件产生热变形或热应力,特别是薄壁件。而且有的零件材质是铸铁、铝合金、钛合金一类难焊材料。还有一些易于发生爆炸危险的场合,如石化企业厂区内,更不易采用焊接修复方法,严重限制了企业对设备的维修维护水平,加大了企业的运行成本。
索雷技术产品是一种“冷焊”技术,可以避免热应力变形,同时材料良好的附着和抗压、抗腐蚀等综合性能,可以最大限度地满足各种设备部件的使用要求,从而在最低成本的投入下有效保证生产。安全、方便、可靠。
索雷碳纳米聚合物现场修复工艺:
现场修复开始前要提前根据现场测量的尺寸确定轴的定位尺寸,已恢复原有尺寸及保证修复后的配合精度要求。
(1)用乙炔火焰烤磨损部位(掌握温度,避免表面退火),将渗入金属表面的油烤出来,烤到没有火花四溅为止;为防止温度较高,可分多次烘烤。
(2)将磨损部位用电动工具进行表面处理,使表面达到干燥、粗糙状态同时要露出金属原色。
(4)用无水乙醇将表面清洗干净,确保表面洁净、干燥、粗糙。
(5)严格按比例充分调和索雷SD7101H碳纳米聚合物材料,调和至颜色均匀一致,没有色差。
(6)涂抹索雷SD7101H材料到磨损表面,过程中要避免产生或夹裹气泡,同时确保材料达到所需厚度,使之比未磨损面表面略高。
(7)用刀口尺或直尺延轴上未磨损部位进行刮涂。
(8)材料先在常温下保持初固化,然后使用碘钨灯加热至80℃度左右进行后固化,固化时间3小时。
(10)材料固化后检查测量轴颈尺寸。
(11)安装紧定内壁刷涂SD7000脱模剂备用。
(12)安装紧定套和轴承时,为确保紧定套与轴的配合精度,在轴上再次涂覆一遍索雷SD7101H材料,并迅速将轴上部件紧固到位,同时测量轴承游隙以确保紧固到位;待材料固化后开机运行。
(13)为了确保设备的正常工作运行,必须保证:严格、谨慎安装;装配前要清理或清洗设备存留的油灰及杂质;更换润滑油,确保设备润滑系统正常有效。

罗茨风机修复:罗茨风机常见问题及解决方法总结
一、罗茨风机温度过高
原因:
(1) 油箱内油太多、太稠、大脏;
(2) 过滤器或消声器堵塞;
(3) 压力高于规定值;
(4) 叶轮过度磨损,间隙大;
(5) 通风不好,室内温度高,造成进口温度高;
(6) 运转速度太低,皮带打滑。
解决方案:
(1) 降低油位或挟油;
(2) 清除堵物;
(3) 降低通过鼓风机的压差;
(4) 修复间隙;
(5) 开设通风口,降低室温;
(6) 加大转速,防止皮带打滑。
二、风机流量不足
原因:
(1) 进口过滤堵塞;
(2) 叶轮磨损,间隙增大得太多;
(3) 皮带打滑;
(4) 进口压力损失大;
(5) 管道造成通风泄漏。
解决方案:
(1) 清除过滤器的灰尘和堵塞物;
(2) 修复间隙;
(3) 拉紧皮带并增加根数;
(4) 调整进口压力达到规定值;
(5) 检查并修复管道。
三、罗茨风机漏油或者漏到机壳里
原因:
(1) 油箱位太高,由排油口漏出;
(2) 密封磨损,造成轴端漏油;
(3) 压力高于规定值;
(4) 墙板和油箱的通风口堵塞,造成油泄漏到机壳中。
解决方案:
(1) 降低油位
(2) 更换密封;
(3) 疏通通风口;
(4)中间腔装上具有2mm孔径的旋塞,打开墙板下的旋塞
有关罗茨风机的问题
四、罗茨风机异常震动或者噪音产生的原因
(1) 滚动轴承游隙超过规定值或轴承座磨损;
(2) 齿轮侧隙过大,不对中,固定不紧;
(3) 由于外来物和灰尘造成叶轮与叶轮,叶轮与机壳撞击;
(4) 由于过载、轴变形造成叶轮碰撞;
(5) 由于过热造成叶轮与机壳进口处磨擦;
(6) 由于积垢或异物使叶轮失去平衡;
(7)地脚螺栓及其他紧固件松动。
应对措施
(1) 更换轴承或轴承座;
(2) 重装齿轮并确保侧隙;
(3) 清洗鼓风机,检查机壳是否损坏;
(4) 检查背压,检查叶轮是否对中,并调整好间隙;
(5) 检查过滤器及背压,加大叶轮与机壳进口处间隙;
(6) 清洗叶轮与机壳,确保叶轮工作间隙;
(7) 拧紧地脚螺栓并调平底座。
五、罗茨风机电机超载
产生的后果
(1) 与规定压力相比,压差大,即背压或进口压力大高;
(2) 与设备要求的流量相比,风机流量太大,因而压力增大;
(3) 进口过滤堵塞,出口管道障碍或堵塞;
(4) 转动部件相碰和磨擦(卡住);
(5) 油位太高;
(6) 窄V型皮带过热,振动过大,皮带轮过小。
解决方案
(1) 降低压力到规定值;
(2) 将多余气体放到大气中或降低鼓风机转速;
(3) 清除障碍物;
(4) 立即停机,检查原因;
(5) 将油位调到正确位置;
(6) 检查皮带张力,换成大直径的皮带轮。
有关罗茨风机的问题
六、罗茨鼓风机的排气不足的原因:
润滑油不足
、油质不良
油道漏风
进口滤器堵塞
皮带打滑过松
七、其他常见故障原因及解决方案
叶轮与叶轮摩擦
(1) 叶轮上有污染杂质,造成间隙过小;
(2) 齿轮磨损,造成侧隙大;
(3) 齿轮固定不牢,不能保持叶轮同步;
(4) 轴承磨损致使游隙增大。
(1) 清除污物,并检查内件有无损坏;
(2) 调整齿轮间隙,若齿轮侧隙大于平均值30%~50%应更换齿轮;
(3) 重新装配齿轮,保持锥度配合接触面积达
(4) 更换轴承;
叶轮与墙板、叶轮顶部与机壳摩擦
(1) 安装间隙不正确;
(2) 运转压力过高,超出规定值;
(3) 运转温度过高;
(4) 机壳或机座变形,风机定位失效;
(5) 轴承轴向定位不佳。
(1)重新调整间隙;
(2)查出超载原因,将压力降到规定值;
(3)检查安装准确度,减少管道拉力;
(4)检查修复轴承,并保证游隙。
罗茨风机修复:罗茨风机磨损修复技术
山东锦工有限公司是一家专业生产罗茨风机、罗茨鼓风机等机械设备公司,位于有“铁匠之乡”之称的山东省章丘市相公镇,近年来,锦工致力于新产品的研发,新产品双油箱罗茨鼓风机、水冷罗茨鼓风机、油驱罗茨鼓风机、低噪音罗茨鼓风机,赢得了市场好评和认可。此类产品已广泛应用于电力、污水处理、环保、化工、钢铁、建材、农药、制药等行业。产品和服务远销全国各地及东南亚,深受客户好评。
一、设备简介
罗茨鼓风机为容积式回转风机,输送的风量与转数成比例,是利用两个叶形转子在气缸内作相对运动来压缩和输送气体的回转压缩机。叶轮端面和风机前后端盖之间及风机叶轮之间都始终保持微小的间隙,在同步齿轮的带动下风从罗茨风机进风口沿壳体内壁输送到排出的一侧。风机内腔不需要润滑油,结构简单,制造方便,运转平稳,性能稳定,适应多种用途,已运用于广泛的领域。遍布污水处理、烟尘脱硫、物料输送、瓦斯及易燃易爆气体输送、重油喷燃、高炉冶炼、水产养殖、农药化工、甲醛合成等领域。
二、常见问题与传统解决办法
1、部件裂纹、破裂
设备部件因铸造、加工缺陷或内应力、超负荷运行等原因经常导致设备部件出现裂纹或断裂现象。常规的修复方法是采用焊接,但焊接常常会导致零件产生热变形或热应力,特别是薄壁件,而且有的零件材质是铸铁、铝合金、钛合金一类难焊材料,还有一些易于发生爆炸危险的场合,如石化行业等,更不易采用焊接修复方法,严重限制了企业对设备的维修维护水平,加大了企业的运行成本。
2、传动部件磨损
传动部件磨损问题约占设备失效的70%以上。设备部件大多数为金属材质,由于其强度高,硬度大,部件在生产运行过程中受到振动冲击和其它的复合力的作用下,部分冲击变形成为永久变形,恢复应力下降,形成间隙,无法满足运行要求的配合,导致传动部件磨损。
传统的修复方法有堆焊、热喷涂、电刷渡等工艺。那些对温度特别敏感的金属零部件,会使零件表面达到很高温度,造成零件变形或产生裂纹,影响零件的尺寸精度和正常使用,严重时还会导致轴的断裂。电刷渡虽无热影响,但渡层厚度不能太厚,污染严重,应用也受到了极大的限制。
3、腐蚀冲蚀
我们通常讲的腐蚀就是设备在环境介质的作用下引起的破坏和变质。腐蚀不但会造成企业的经济损失,还会造成对安全和环境的危害,同时加大了自然资源的损耗。
针对设备腐蚀的问题,频繁更换设备部件是目前企业通常采用的方法,而且设备受材质及加工工艺等方面的影响,普遍价值高。
三、高分子复合材料技术应用优势
高分子聚合物与金属粉末或陶瓷颗粒组成的双组分或多组分的复合材料,它是在高分子化学、有机化学、胶体化学和材料力学等学科基础上发展起来的高技术学科。其应用技术在设备维护领域方面取得了突破性的进展,除用于连接、密封、堵漏、绝缘外,还可广泛用于机械设备耐磨损、耐腐蚀、耐冲击修复,也可用于修补设备上的各种缺陷,如裂纹、划伤、尺寸超差、铸造缺陷等。其优点是:受热少、无热影响和变形;不须专门设备,工艺简单,易于掌握,节省工时,可进行现场作业,避免拆卸,减少停机时间,降低劳动强度,施工安全。实践证明的确是一种快速和价廉的工艺方法,是设备维护的有效手段。
山东锦工有限公司
山东省章丘市经济开发区
24小时销售服务
(来自:罗茨风机,罗茨鼓风机,罗茨真空泵,三叶罗茨鼓风机,回转式鼓风机,回转风机
山东锦工有限公司
山东省章丘市经济开发区
24小时销售服务
上一篇: 罗茨风机知识大总结
下一篇: 老司机教你罗茨风机的正确操作方法
罗茨风机修复:罗茨风机轴磨损的修复方法
原标题:罗茨风机轴磨损的修复方法
罗茨风机属容积式风机,叶轮端面、风机前后端盖。原理是利用两个叶形转子在气缸内作相对运动来压缩和输送气体的回转压缩机。这种鼓风机结构简单,制造方便,广泛应用于水产养殖增氧、污水处理曝气、水泥输送,更适用于低压力场合的气体输送和加压系统,也可用作真空泵等。
因为受设备运行环境等因素的影响,罗茨风机经常出现轴磨损问题。很多企业设备管理者在遇到罗茨风机轴磨损问题后,会选择传统的补焊或刷镀后机加工等方法修复,但是补焊高温产生的热应力无法完全消除,容易出现弯曲或断裂;电刷镀受涂层厚度限制,容易剥落。并且以上方法都是用金属修复金属,无法改变“硬对硬”的配合关系,在各种力的综合作用下,仍会造成再次磨损。
随着科技的不断发展进步,一些新材料新方法的出现在很大程度上弥补了传统修复方法的一些缺陷, 这里主要为大家介绍的就是索雷碳纳米聚合物材料修复技术,该技术在罗茨风机轴磨损修复方面具有以下优势:该技术对于轴承位磨损修复和轴承室磨损修复单边厚度无严格要求,并且整个修复过程不会对轴本身材质及结构造成任何影响,安全可靠;利用材料本身所具有的抗压、抗弯曲、延展率等综合优势,可以有效地吸收外力的冲击,极大化解和抵消轴承对轴的径向冲击力,并避免了间隙出现的可能性,也就避免了设备因间隙增大而造成相对运动的磨损。
某企业罗茨风机在使用过程中出现轴磨损问题,转速为1485r/min,轴颈为70mm,磨损深度为2-3mm,磨损宽度为30mm,温度100℃左右。我们索雷的工程师在短短几个小时内便解决了罗茨风机轴磨损问题,大幅缩短企业停机停产时间,降低因突发性或重大设备问题造成的损失。
:
高压三叶罗茨鼓鼓风机 罗茨鼓风机检修规程 德莱赛罗茨鼓风机 高压罗茨鼓风机厂家
山东锦工有限公司
地址:山东省章丘市经济开发区
电话:0531-83825699
传真:0531-83211205
24小时销售服务电话:15066131928

