
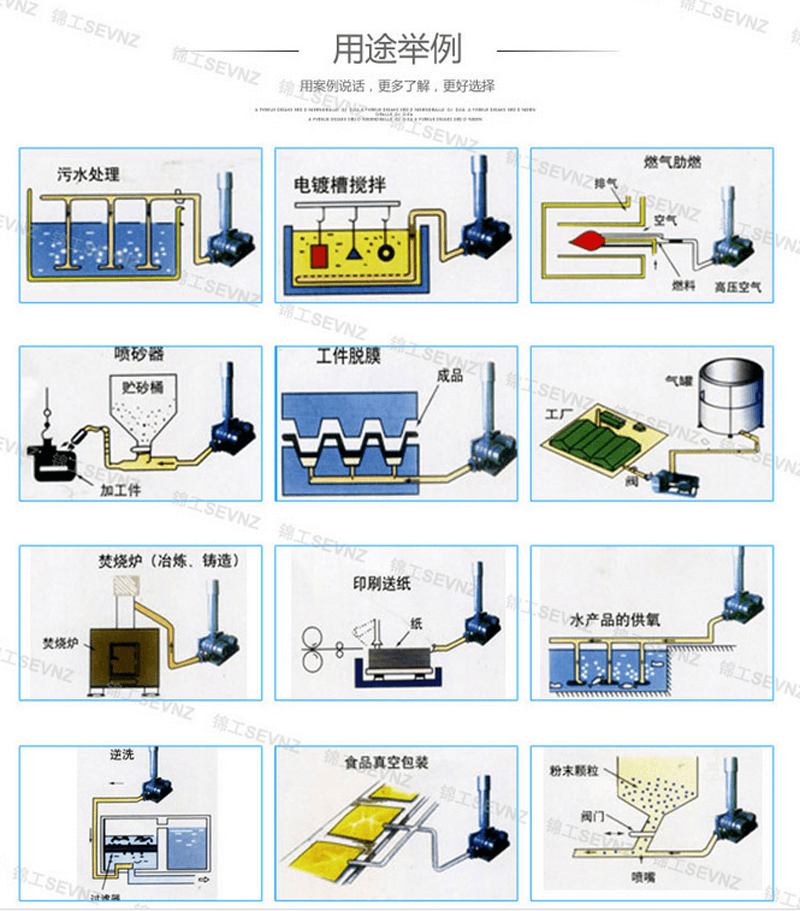
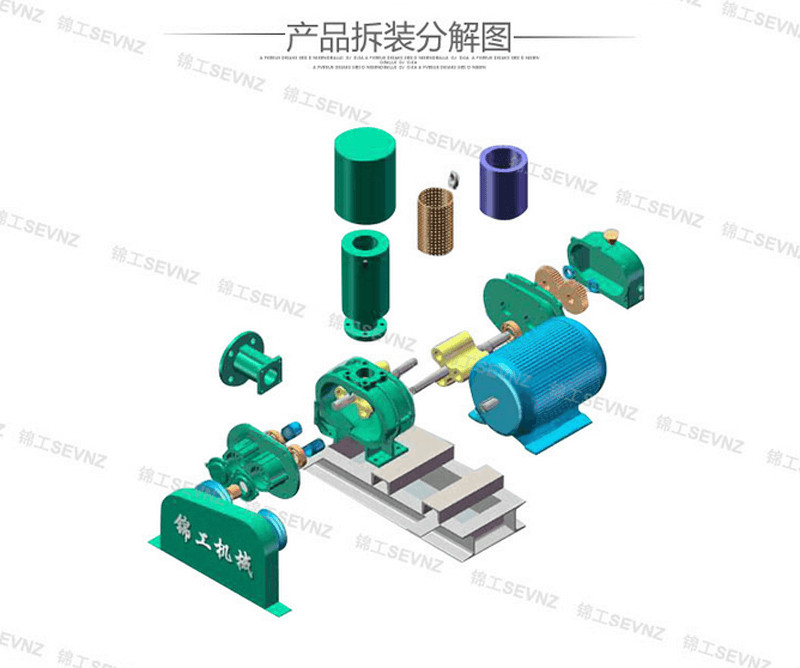
旋压铸造轮毂_罗茨鼓风机
旋压铸造轮毂:不懂这些你还玩改装?铸造、旋压、锻造有什么区别
近年来中国汽车工业取得了长足的发展,中国的汽车改装行业也随之兴起,越来越多的年轻车主都喜欢对自己的爱车进行一些改装修饰。而在众多改装项目中最入门就要数轮毂改装了,一套优秀的改装轮毂不仅可以减轻汽车的簧下质量以提升操控性能,还能在很大程度上提升逼格。
在2020年9月1日发布的《机动车查验工作流程》(GA801-2020)中更是初步地放开了针对轮毂改装的限制。不过很多车友在选购轮毂的时候却犯了选择困难症,铸造、旋压、锻造都是什么鬼?这么多种工艺究竟哪种才是最好的呢?
不过不同于大多数原厂轮毂通过加粗辐条的方式来保证产品强度,一些大型轮毂制造厂商也会通过轮毂样式的重新设计与工艺的改进来制作更有设计感的铸造轮毂,比如我个人十分喜爱的WORK Equip 03轮毂就采用了低压铸造工艺。
总的来说,铸造轮毂是主机厂大批量工业化生产的法宝,当然如果你是注重姿态的盆栽组改装玩家也可以将一些帅气的铸造轮毂加入购物清单。
旋压工艺在近几年十分热门。旋压工艺本质上也属于铸造的一种,但其轮圈部分在铸造的基础上还经历了旋压机的旋转冲压。在旋压过程中,轮毂中的许多杂质都被挤出,铝合金分子更加紧密,轮毂的强度和韧性也更强,同时质量更轻。
旋压轮毂的价格较高端的锻造轮毂低了不少,且强度与质量也接近锻造轮毂,是一种位于铸造与锻造之间的选择。
最知名的旋压轮毂制造厂要数日本的ENKEI,其独创的MAT技术保证了其轮毂产品的优良品质。同时,目前国内的ARTKA、雅泛迪、MMX等大厂都以制造物美价廉的旋压轮毂而著称,对于成本有限又对轻量化有一定追求的消费者也不妨选择国内大厂的作品。
锻造轮毂可以说是轮毂中的贵族,不同于低压铸造,锻造轮毂都是通过可产生成千上万吨压力的锻压机压制而成的,分子结构十分紧密,强度和韧性都非常优秀,而且质量很轻,不过由于生产工艺相对复杂,价格较高。
锻造轮毂市场是各大轮毂制造商的必争之地,像是BBS、RAYS、锻荣社等国际大厂都以高品质的锻造轮毂而著称,其作品也往往有着3000起步的单只售价,对于部分旗舰产品破万的单只售价也不少见。目前国内的主流大厂也都有涉足锻造轮毂产业,除了我先前提到的三家国产厂商外,设计感十足的Face Wheels也在近年受到了改装车友的追捧,产品十分优秀。
对于追求极致性能而又不太差钱的玩家来说,建议一步到位直接锻造。
最后提醒各位消费者,无论是铸造、旋压还是锻造,大家一定要尽可能地去选择大厂的正品改装件,因为正品往往就意味着品质,而对于轮毂这一关乎生命的改装配件来说,质量至关重要。那些贪图便宜购买山寨“885”轮毂的车友都很可能在高速行驶时遭遇轮毂断裂等危险情况,而这种情况我们往往一生只能经历一次,因为下一次人八成就没了。祝大家都能为自己的爱车配上一套有里有面的好轮毂。
旋压铸造轮毂:旋压轮毂和铸造区别是什么
旋压轮毂和铸造的区别如下:
1、轮毂的铸造工艺一般分为重力铸造、低压铸造和旋压铸造。重力铸造是一种轮毂生产工艺,将濒临灭绝,主要是用铝液本身的重量填充整个轮毂模具,成型后自然冷却,轮毂的成品率较高,模具成本较低;
2、低压铸造,它是基于重力铸造,利用低压氮气对液态铝进行“加速液态铝充型”的工艺,同时气泡少,分布更均匀,金属组织也更紧密,力学性能更优异;
3、旋压工艺,严格来说,也属于“铸造”分支。其工艺生产的车轮,包括“旋压”、“铸造”两种不同的工艺,首先,在“低压铸造”的方式下,盘形和轮辋粗胚的生产,在此步骤之前,与一般的铸造方法完全相同,所产生的粗胚看起来车轮的宽度较短,而粗胚的厚度也较低。而内部轮辋的厚度较厚,看起来短短肥肥的。
旋压轮毂和铸造的区别:铸造轮毂的特点是结合锻造、挤压、拉伸、弯曲、环轧、横轧、挤压等工艺特点,铸造产品具有质量高、柔韧性好、量化轻等优点,而旋压成形的轮毂,能保持金属的密度和整个轮毂的动平衡,使轮毂在具有足够刚度的同时,能显著减小材料的厚度,使轮毂变得更轻、更耐用。与普通低压铸造铝合金轮毂相比,相同尺寸轮毂的重量可减轻15%。
铸造的工艺与旋压轮毂工艺不同,铸造轮内侧是比较粗糙的。
旋压铸造轮毂:旋压轮毂的原理及铸造步骤
旋压制造工艺是将低压铸造与热旋压成型技术结合,实现“质量接近锻造轮毂,成本接近铸造轮毂”目标,顾名思义旋压属于铸造的分支,它在铸造基础之上对轮辋部分进行旋转冲压,从而改变轮辋部位金属的内部结构,使之内部分子呈更高密度的纤维状排列。
相比普通铸造旋压技术有更高的力学性能表现主要表现为:强度更高、韧性更高,另外经过旋压的轮辋,有着更薄的切面,轮圈的整体重量也得到降低。
第一步:通过感应炉预热后的胚件,固定在大型高速旋压的设备上,使胚件与其专用的特殊内筒模具匹配后,启动旋压成形开始。
第二步:大型高速旋压设备开始高速旋转,启动二次加热设备使旋压的轮辋部份恒温,同时启动高压轮旋转工作,使其与特殊内筒 匹配的专用模具的双重压力下强力挤压轮辋,使胚件轮辋部份拉伸塑造出初步轮辋造型。
第三步:抗拉强度和屈服强度的优势保持高速旋转和高温保护分子不被拉伤,反复高压旋转使轮辋拉伸,以塑造出高强度的轮辋薄壁,并到达预先设计的尺寸规格
第四步:调整速度自上而下精塑轮辋薄壁,整个塑造轮辋造型的过程是提高铝合金的晶体结构更为紧密,分子组织更加细化并呈纤维,有效提升材料的延伸率。
旋压的过程中双旋压轮让坯体轮辋变薄变长,同时内部金属结构发生变化提高强度和轻量化。
旋压铸造轮毂:锻造轮毂和铸造轮毂区别就在这里了,谁说非得要吃土买锻造轮毂?
在前段时间
小编给车友们介绍了轮毂的各项数据
点击下图查看文章
因此有车友跃跃欲试
想要改装轮毂
一去市场才发现
轮毂除了外观居然还有制造工艺分类
今天
小编就给大家讲讲
不制造工艺的轮毂究竟有什么不同
以及我们应该如何选择
适合自己的轮毂
轮毂根据制造工艺主要分为两类
铸造轮毂和锻造轮毂
但在此基础上还可以进行细分
接下来小编就分别对各项工艺进行介绍
铸造轮毂可以细分为三类
重力铸造、低压铸造、旋压铸造
不同铸造技术下的轮毂差异也较大
——————重力铸造——————
重力铸造制造过程简单
就是把液态的合金
倒入铸模里面冷却成型即可
也就是靠重力使它成型
由于铸模耐用、工法简单
它就是成本最低的制造方式
但是质量也可想而知
轮毂各部分不一定分布均匀
金属内部分子孔隙较大
强度也就下降很多
轮毂受力不匀
容易出现断裂等情况
——————低压铸造——————
低压铸造是用低压
将液态的合金压进铸模内
在这个过程中一直保持一个恒定压力
让分子分布平均
孔隙较少
保证了金属液体的密度同时
也保证了凝固后金属的强度
低压铸造的过程全部由机械完成
并且铸造成型的良品率高
非常适合大批量生产
目前汽车厂商指定的铸造铝合金轮毂
都是由这种工艺生产出来的
——————旋压铸造——————
旋压铸造主要是
在铸造后的毛坯轮毂进行在加工处理
主要是对轮辋部分进行旋转冲压
这个过程中轮辋部分被加热
同时旋刀进行旋转
将轮辋逐渐拉长变薄
此时轮辋内部金属分子排列更为紧密
所以轮辋的金属强度更高
旋压铸造轮毂可以与锻造轮毂媲美
虽然在重量上会有些差距
但好在是价格上有个更大的优势
如果你想购买铸造轮毂
推荐购买低压铸造和旋压铸造轮毂
重力铸造轮毂我们就让它自己灭亡吧
锻造轮毂主要是使用钢制模子
将加热软化的铝块置于其中
用冲压的方法使其成型,
待冷却之后再经过机械加工制成
因此在成型之后
其分子结构会变的非常紧密
所以可以承受较高的压力
刚性更强
锻造轮毂可以分为
一片式锻造轮毂和多片式锻造轮毂
它们在技术和结构上都有所区别
————一片式锻造————
一片式轮毂也就是整个轮毂是一个整体
锻造时可以分为两种工艺
成型锻(模锻)和铣锻
成型锻就是锻压后
轮毂造型已经基本成型
铣锻就是购买现成的锻造轮毂毛坯
再通过数控加工中心铣加工出轮毂造型
两者对于厂商自身能力要求不同
质量其实是差不多的
一片式相对多片式来说
重量更轻,可以做到最轻量化
动平衡更好
可靠性好,没有漏气隐患
但是造型也相对单一
————多片式锻造————
多片式锻造轮毂可以分为
二片式和三片式
和一片式锻造轮毂
最明显的区别就是结构上的区别
二片式锻造轮毂
由轮辋、轮幅两部分组成
三片式锻造轮毂的轮辋部分
由两部分组成:前片、后片
所以三片式轮毂
由前片、后片、轮幅三部分组成
多片式锻造轮毂轮幅与轮辋连接
目前主要有两种方式
专用的螺栓/螺母连接或者焊接
三片式轮毂由于
轮辋由前片、后片两部分组成
组装后还要进行封胶确保气密性
多片式轮辋部分可以共用
因此更换造型可以只更换中盘
可以匹配不同尺寸的轮辐和轮辋
因此造型也更多
但是重量更大
动平衡没一片式好
组装要求也更高
我们再来看两大类轮毂的区别
铸造轮毂重量更重
韧性更好
遇到超过限度力度的撞击
会变形扭曲、甚至断裂
但正常行驶完全没问题
价格也更低
铸造工艺良好的轮毂
可以和锻造轮毂媲美
而锻造轮毂工艺更精湛
重量更轻
刚性更强、韧性较差
但遇到超过限度的撞击
会直接断裂
但是撞击力度的限度
一般比铸造轮毂高得多
价格也更高
如果你是高性能、大马力改装车
那么锻造轮毂是你的不二之选
但如果你是普通车
那么你就没有必要一味追求锻造
因为铸造工艺的提升
使铸造轮毂的质量有很大的提高
根据自己的经济能力选择就好
除非
—————21日获奖名单—————
罗茨鼓风机厂家那家好 三叶罗茨鼓风机安装 最小罗茨鼓风机 罗茨鼓风机选型
山东锦工有限公司
地址:山东省章丘市经济开发区
电话:0531-83825699
传真:0531-83211205
24小时销售服务电话:15066131928

