
罗茨风机用塞尺_罗茨风机
罗茨风机用塞尺:啮入塞尺法调整罗茨风机压力角间隙
1
章奎生;《几种系列化消声器的选用简介》[J];噪声与振动控制;1981年02期
金永亮;;大功率气动外风源装置的设计[J];内燃机车;1981年10期
吴永正;;铸造车间噪声调查及分析[J];贵州工业大学学报(自然科学版);1981年02期
李立新;;用硅酸铝耐火纤维改造冲天炉[J];新技术新工艺;1982年06期
杨尊华;大力推广冲天炉节电小风机[J];中国机械工程;1983年06期
李芳年;;负压式—消声隔声室型鼓风机房[J];工程建设与设计;1983年06期
肖境湘;;弹簧比压对机械密封泄漏的影响[J];流体机械;1983年04期
;冲天炉离心鼓风机转产十年经久不衰[J];华中科技大学学报(自然科学版);1985年S1期
王庭佛;罗茨风机的振动分析和振动隔离[J];噪声与振动控制;1985年02期
10
学明;;球溪水泥厂年产量超过设计定额1.8倍的经验[J];砖瓦世界;1985年10期
凌庭生;;粉磨站建设的环境评价[A];2003年水泥技术交流大会暨第六届全国水泥技术交流大会论文集[C];2003年
乔华;;可编程控制器(PLC)在电解氧化铝储运系统的应用[A];中国有色金属学会——第二届青年论坛学术会议论文集[C];2004年
于世友;雷振;魏宝忠;程绍良;;酚盐处理工艺的探讨与改进[A];苏鲁皖赣四省金属学会第十三届焦化联合学术年会论文集[C];2005年
刘兆峰;潘成刚;辛国章;;干式除尘加煤车在焦炉装煤中的应用[A];苏鲁皖赣四省金属学会第十三届焦化联合学术年会论文集[C];2005年
胡树银;樊永海;常均海;;上循环水项目 降低输气成本[A];中国土木工程学会城市燃气分会输配专业委员会2005年会议论文集[C];2005年
王原;;1#沸腾炉罗茨风机改造及燃烧自动控制系统的实现[A];2005全国有色金属自动化技术与应用学术年会论文集[C];2005年
任树勇;郑喜龙;;提高冲天炉的熔炼效果及方案应用[A];第八届21省(市、自治区)4市铸造学术年会论文集[C];2006年
全立新;顾爱军;李树芳;陈凤兰;;宣钢炼铁厂东铁区中型炉炼铁烟尘治理的实践[A];河北冶金学会炼铁技术暨学术年会论文集[C];2006年
刘金;张艳霞;陈瑞芳;;宣钢炼铁厂中型高炉煤气除尘系统改造实践[A];河北冶金学会炼铁技术暨学术年会论文集[C];2006年
10
李帅;孙伟;王志宁;;RSView32软件在烟气净化集控系统中的应用[A];第十六届全国煤炭自动化学术年会、中国煤炭学会自动化专业委员会学术会议论文集[C];2006年
蔡海毅;扭叶转子罗茨鼓风机的设计、仿真与制造[D];福州大学;2002年
李洪波;基于PLC的罗茨鼓风机叶面数控加工系统研究[D];浙江大学;2003年
胡建军;生物质气化机组的设计与试验研究[D];天津大学;2003年
陆超;罗茨鼓风机激光送粉修复的应用研究[D];浙江工业大学;2005年
张军;章丘鼓风机有限公司竞争战略研究[D];山东大学;2006年
河北省建材技术装备公司 吴立忠;节能、降耗、增效——变频调速技术前景广阔[N];中国建材报;2000年
中国建筑材料科学研究院 魏文荣;小型五级旋风预热器窑的改造及应用[N];中国建材报;2001年
贺林;东莞茶山水泥厂三年技改效益翻番[N];中国建材报;2001年
;无锡部分电子企业介绍[N];中国电子报;2003年
柯正;做一流的产业工人[N];中国建材报;2003年
本报记者 周雁凌 见习记者 季英德;“循环花”开“齐鲁园”[N];中国环境报;2004年
张静 丁宁;面对电荒 上海智能化建筑酒店优势凸显[N];中国旅游报;2004年
本报记者 崔玉平;跨国公司虎视眈眈 中国风机企业如何自强? [N];中国工业报;2005年
孙永亮;气力提升泵的故障分析及处理[N];中国建材报;2005年
10
李有荣;回转窑煤粉制备及燃烧系统的改造[N];中国有色金属报;2005年

罗茨风机用塞尺:罗茨风机ppt下载
罗茨风机ppt免费下载是由PPT宝藏(会员陈晓君上传推荐的其他PPT, 更新时间为2021-05-05,素材编号。
这是罗茨风机ppt,包括了罗茨风机的特点、用途、特性,罗茨风机的原理,罗茨风机结构,罗茨风机的组装,罗茨风机的间隙调整,罗茨风机常见故障等内容,欢迎点击下载。
罗茨风机
1、罗茨风机的特点、用途、特性
2、罗茨风机的原理
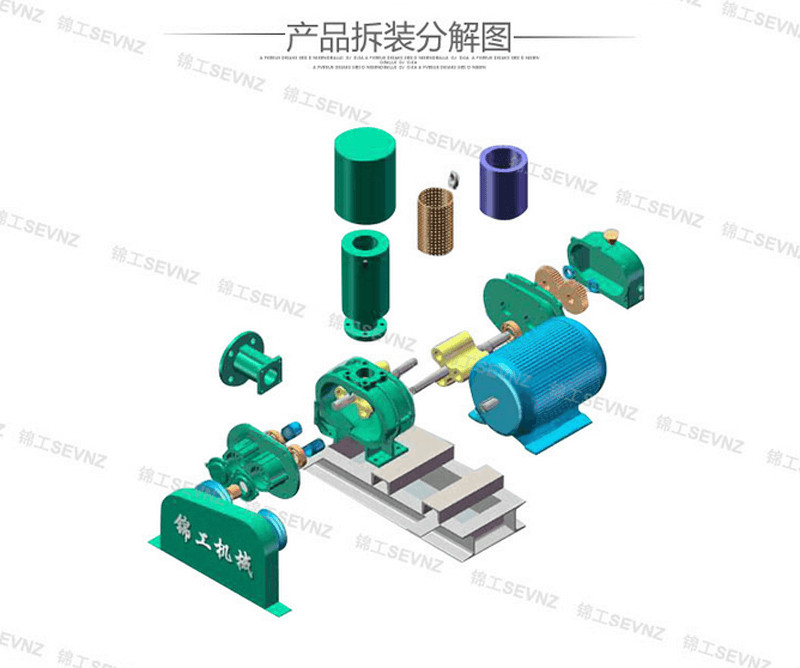
3、罗茨风机结构
4、罗茨风机的组装
5、罗茨风机的间隙调整
6、罗茨风机常见故障
1、罗茨风机的特点、用途、特性
罗茨风机特点:
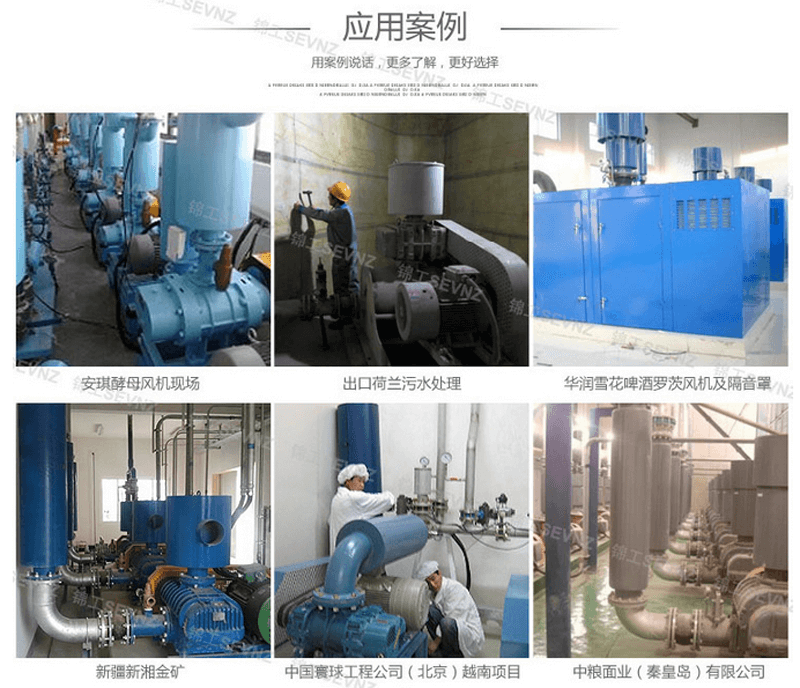
高效节能,精度高,噪音低,寿命长,结构紧凑,体积小,重量轻,使用方便,大多用于输送空气,也可用来输送煤气、氢气、乙炔、二氧化碳等易燃、易爆及腐蚀性气体。 罗茨风机产品用途: 用途广泛,遍布污水处理、烟尘脱硫、物料输送、瓦斯及易燃易爆气体输送、重油喷燃、高炉冶炼、水产养殖、农药化工、甲醛合成等领域。
罗茨风机的特性: 由于采用了三叶/两叶转子结构形式及合理的壳体内进出风口处的结构,所以风机振动小,噪声低。 叶轮和轴为整体结构且叶轮无磨损,风机性能持久不变,可以长期连续运转。 风机容积利用率大,容积效率高,且结构紧凑,安装方式灵活多变。 轴承的选用较为合理,各轴承的使用寿命均匀,从而延长了风机的寿命! 风机油封选用进口氟橡胶材料,耐高温,耐磨,使用寿命长。 机种齐全,可满足不同用户不同用途的需要。
2、罗茨风机的原理
罗茨风机是一种容积型回转气体动力机械,如图6-2所示,在机壳与墙板合围而成的气缸中,平行的配置一对能相互啮合但又保持固定啮合间隙的转子,将机壳上的
进气口与
排气口分
开,
并由同步齿轮传动作反方向等速旋转,把叶轮型面与汽缸壁所形成的工作容积中的气体无内压缩地从进气口推移到排气口,由排气侧的高压气体回流实现定容积压缩达到升压或强制排气的目的。通常罗茨风机进气压力为大气压力。 特别指出的是罗茨 风机本身不存在内 压缩,压力的升高 依赖于排气口系统 的背压。
3、罗茨风机的结构
1. 气缸:由整体式铸铁机壳和两块带侧板的(前、后)墙板合围而成,机壳上有进气口和排气口。侧板主要是定位作用。
2. 转子部分:主要指叶轮与轴的热套结合体。分为主动转子部和从动转子部。叶轮型线由摆线,圆弧线,圆弧包络线组合而成。叶轮材料一般为灰铸铁,轴的材料为35CrMo或45号钢。转子压轴后应当进行动平衡校正。
3. 齿轮:齿轮室风机最精密的零件之一,分为主动齿轮和从动齿轮。它不仅窑传递一半的驱动功率,而且要确保二转子的同步和间隙的分配,因此一般将从动齿轮做成周向可调。齿轮的轴向定位采用锥度配合。材料采用CrMo钢,经渗碳、淬火后再精磨而成。
4. 轴承:轴承起转子部支撑或轴向定位的作用,E级精度。
5. 轴密封:采用迷宫轴向密封。
4、罗茨风机的组装
组装前先修复或更换损坏的零件,清洗各
精密零件,保证各配合部位的清洁度。各部位
密封垫如有破损或失落,应更换相同厚度,材
质的垫片。
组装顺序:
将机壳吊到工作台上、吹洗、修毛刺。
将驱动端的墙板安装在机壳上。
将转子从另一端推入机壳中。
d)组装齿轮端侧墙板;并保证轴向总间隙,总间隙不够可选配机壳密封垫。 e) 组装两侧轴承座、轴承。决定叶轮轴向分配间隙。 f)组装齿轮部分,甩油盘。注意按打上的标记校对。齿轮的锥面不许涂油,应清洗干净。 g) 组装齿轮箱。
5、罗茨风机间隙调整
1、叶轮间隙的调整。
将叶轮转到与水平方向45°角的位置,并将从动齿轮部对准主动齿轮标记压入轴上,依次安装上齿轮挡圈,锁母等。将塞尺调整好间隙放入叶轮中间,转动从动、主动齿轮,旋转几圈后取出塞尺,固定可以周向调整的从动齿轮,完成后用塞尺检测下叶轮间隙b2看是否调整到合适的间隙。直到合适为止。
两叶轮间间隙b1由加工保证。
2、轴向间隙调整 装配墙板是先保证轴向总间隙,然后通过调整轴承座上的垫片厚度,保证二端的间隙c和d
3、径向间隙的调整
径向间隙时通过机壳与侧板精密配合定位来保证的,咱们一般不需要调整。如图a1、a2、a3
4、各间隙参考值
6、罗茨风机常见故障
故障
风量不足
电机超载
处理措施
1、调整皮带张力
2、调整间隙
3、清洗过滤器
1、清洗过滤器
2、控制实际压力
调整间隙
上一页:意林ppt 下一页:铝合金门窗ppt
罗茨风机用塞尺:罗茨鼓风机间隙调整技巧
原标题:罗茨鼓风机间隙调整技巧
山东锦工有限公司是一家专业生产罗茨鼓风机、罗茨真空泵、回转风机等机械设备公司,位于有“铁匠之乡”之称的山东省章丘市相公镇,近年来,锦工致力于新产品的研发,新产品双油箱罗茨风机、水冷罗茨风机、油驱罗茨风机、低噪音罗茨风机,赢得了市场好评和认可。
四川攀枝花循环流化床示范电站1×300MW机组,引进法国阿尔斯通公司的技术。于2005年12月30日并网发电。其中石灰石粉的输送全靠4台锦工JGR罗茨风机。
设备结构:
设备为三叶罗茨风机,工作风室与轴承座密封为碳精环密封。后端轴承为支推轴承承受转子径向力和轴向力。前端轴承为支撑轴承承受转子径向力。前端机盖与轴采用骨架油封密封。尾端有一对斜齿轮作为同步齿轮。动力传送方式为皮带轮传动。罗茨风机的径向定位通过零件的制作来保证。 轴向定位需要通过调整,而转子轴向定位的调整好坏关系到整个风机运行好坏,所以至关重要。
1 轴向间隙作用
罗茨风机轴向定位的主要作用是:当风机在运行的时候,由于转子发热,轴系产生线膨胀和体膨胀。体膨胀的预留量通过径向加工来保证,线膨胀的预留量则通过轴向定位来确定。轴向预留量太大,风机效率会变低;轴向预留量太小,风机机壳及轴承会发热损坏。
一般来说轴向间隙不准会产生以下几种故障:
为了更好的理解轴向定位的作用,以下对错误的定位会造成的问题做一个系统的分析:
1)轴承座端面磨损
轴承端面磨损原因主要是2种原因,一种是异物进入转子与轴承座端面,这种情况发生几率太小,这里不做分析。二种是轴向间隙不够造成转子在线膨胀时与轴承端面接触磨损。我们知道任何物质的分子都在做无规则的热运动,分子就有速度,有动能。微观解释气体的压强就是大量的分子对容器壁的撞击,而温度是大量分子的热运动平均动能的度量。温度越高,分子的热运动平均动能就越大,分子的速度就大,我们知道,速度越大,撞击越猛烈,也就是气体的压强越大。当风机产生压力时,反之气体会产生温度。而温度造成转子伸长,如果间隙不够会造成转子与机壳件摩擦。
轴向间隙太小,造成端盖与叶轮端面磨损
同时摩擦产生热量,通过热传导会使轴承温度增加,从而损坏轴承,还会损坏密封环。
2)风机效率降低
轴向间隙太大,会造成风机效率降低。罗茨鼓风机由于是容积式风机,它的风压和系统有关系,而和其它关系不大。也就是说和出口管道特性有一定关系。而流量和风机转速关系较大。但是如果轴向间隙调整偏大,会在叶轮端面和轴承座端面形成一个气体通道。而气体通道会使被升压后的空气通过它又回到风机的吸气口,使风机不断的做定量的无用功,使风机风量下降,效率降低。
3)风机振动
当间隙太小时,叶轮端面与轴承座端面摩擦。由于动静部位之间摩擦,机组会产生强烈的振动。过大的振动极易造成动静部分摩擦从而造成灾难性的后果,摩擦发生在转轴的密封环处,将会造成转子的热弯曲引起振动的进一步增加,形成恶性循环引起转子的永久性弯曲。而振动与轴的弯曲会造成轴承损坏,齿轮损坏,叶轮损坏,乃至整个罗茨风机报废。
2 调整技巧
2.1 定位原理
轴向间隙的定位主要是利用轴承的定位来确定轴向间隙。ROBOX罗茨风机的轴承定位方式是固定端—自由端式配置。罗茨风机尾端为固定端,前端为自由端,通过固定端,让转子在热态情况下向自由端自由膨胀。
2.2 计算间隙
计算转子在热态情况下的线膨胀量:
C=1.2ΔTL/100
C为热膨胀伸长量(mm);
ΔT为轴运行时最高温度与环境温度之差;L为轴的长度。
当计算出C值时,C值为轴的最大线膨胀量
2.3 间隙调整技巧
罗茨风机轴向间隙调整主要是以计算数据为参考,使用尾端定位轴承来调整整个间隙。
1)测量机壳的两个端面之间的距离X;
2)测量转子两个端面之间的距离Y;
3)X—Y=&,其中&值为总间隙大小,&1+&2=&。如果&值小于C值,则在轴承座与机壳端面之间添加垫子调整;如果&值大于C值,则需要采用机械加工将机壳端面去材料处理。采取的标准是&值大于C值0.20mm。这0.20mm是补偿安装误差采用的经验值;
4)轴承内圈与轴肩接触,轴承外圈与轴承座外圈定位环之间有间隙S。当外端盖使用螺栓紧固时,轴承推动整个转子向前端推动,&2值逐渐增大。所以在间隙S处添加垫片,使&1,&2值达到所要求的间隙。
5)在实际工作中,可以使用两种方法来确定垫片厚度。一种是测量法,测量法主要使用深度游标卡尺,测量S值,然后S-&2=K。K就为垫片厚度。另一种方法为加试法,加试法采用假轴套,轴套的外径比定位轴承外圈小1mm,内径比轴大1mm。厚度为标准轴承厚度。每次在加垫片处试加垫片,然后将轴套按标准紧固,使用塞尺测量&2值,直道&2值达到标准值。
6)&1与&2之间的关系为2:1的关系。就是当&1为0.30mm时,&2值为0.15mm。这样做的目的是增加转子自由端膨胀间隙。
罗茨鼓风机轴向间隙定位在安装过程中是罗茨风机检修工作中的重点。它的安装好坏关系到设备的稳定运行。而轴向间隙调整不准引起的罗茨风机损坏事件层出不穷。所以掌握罗茨风机轴向间隙调整的技巧至关重要。在转动机械设备检修中,一切应该以数据为唯一参照标准,任何以人为经验判断的错误方法应该摒弃。
:
罗茨风机用塞尺:轴承游隙塞尺测量方法_罗茨鼓风机
轴承是电机的重要零部件,轴承游隙又与电机的性能有较大关系。但不是每一个电机厂家都有足够的仪器去检查轴承,今天,应朋友之约我们就谈一谈滚动轴承游隙的简单测量方法。
滚动轴承游隙分类
所谓滚动轴承的游隙,是将一个套圈固定,另一套圈沿径向或轴向的最大活动量。沿径向的最大活动量叫径向游隙,沿轴向的最大活动量叫轴向游隙。
一般来说,径向游隙越大,轴向游隙也越大,反之亦然。
原始游隙
轴承安装前自由状态时的游隙。原始游隙是由轴承制造厂加工、装配所确定的。
安装游隙
安装游隙也叫配合游隙,是轴承与轴及端盖安装完毕而尚未工作时的游隙。由于过盈安装,或使内圈增大,或使外圈缩小,或二者兼而有之,均使安装游隙比原始游隙小。
工作游隙
轴承在工作状态时的游隙,工作时内圈温升最大,热膨胀最大,使轴承游隙减小;同时,由于负荷的作用,滚动体与滚道接触处产生弹性变形,使轴承游隙增大。轴承工作游隙比安装游隙大还是小,取决于这两种因素的综合作用。
轴承游隙简易检测方法
专业的轴承生产厂家有专门的游隙检测仪进行检测,作为轴承使用方我们可以通过一些简单的方法检测轴承的游隙。
径向游隙塞尺法
用塞尺检查,确认滚动轴承最大负荷部位,在与其成180°的滚动体与外(内)圈之间塞入塞尺,松紧相宜的塞尺厚度即为轴承径向游隙。这种方法广泛应用于调心轴承和圆柱滚子轴承。
径向游隙千分表法
用千分表检查,先把千分表调零,然后顶起滚动轴承外圈,千分表的读数就是轴承的径向游隙。
轴向游隙检查方法
(1)用塞尺检查,操作方法与用塞尺检查径向游隙的方法相同,但轴向游隙应为c=λ/(2sinβ),公式中:c–轴向游隙,单位mm;λ–塞尺厚度,单位mm;β–轴承锥角,单位(°)。
(2)采用千分表检查,用撬杠窜动轴使轴在两个极端位置时,千分表读数的差值即为轴承的轴向游隙。但加于撬杠的力不能过大,否则壳体发生弹性变形,即使变形很小,也影响所测轴向游隙的准确性。
(3)测轴向游隙时将轴承水平放置,把内圈或外圈水平放置在水平垫块上,将千分表定在外圈或内圈上,抬外圈或内圈,看表的指针动几丝,就能大致确定轴向游隙。
(留言功能已开启,欢迎大家留言讨论!)
以上非官方发布内容,仅代表个人观点。
轴承是电机的重要零部件,轴承游隙又与电机的性能有较大关系。但不是每一个电机厂家都有足够的仪器去检查轴承,今天,应朋友之约我们就谈一谈滚动轴承游隙的简单测量方法。
滚动轴承游隙分类
所谓滚动轴承的游隙,是将一个套圈固定,另一套圈沿径向或轴向的最大活动量。沿径向的最大活动量叫径向游隙,沿轴向的最大活动量叫轴向游隙。
一般来说,径向游隙越大,轴向游隙也越大,反之亦然。
原始游隙
轴承安装前自由状态时的游隙。原始游隙是由轴承制造厂加工、装配所确定的。
安装游隙
安装游隙也叫配合游隙,是轴承与轴及端盖安装完毕而尚未工作时的游隙。由于过盈安装,或使内圈增大,或使外圈缩小,或二者兼而有之,均使安装游隙比原始游隙小。
工作游隙
轴承在工作状态时的游隙,工作时内圈温升最大,热膨胀最大,使轴承游隙减小;同时,由于负荷的作用,滚动体与滚道接触处产生弹性变形,使轴承游隙增大。轴承工作游隙比安装游隙大还是小,取决于这两种因素的综合作用。
轴承游隙简易检测方法
专业的轴承生产厂家有专门的游隙检测仪进行检测,作为轴承使用方我们可以通过一些简单的方法检测轴承的游隙。
径向游隙塞尺法
用塞尺检查,确认滚动轴承最大负荷部位,在与其成180°的滚动体与外(内)圈之间塞入塞尺,松紧相宜的塞尺厚度即为轴承径向游隙。这种方法广泛应用于调心轴承和圆柱滚子轴承。
径向游隙千分表法
用千分表检查,先把千分表调零,然后顶起滚动轴承外圈,千分表的读数就是轴承的径向游隙。
轴向游隙检查方法
(1)用塞尺检查,操作方法与用塞尺检查径向游隙的方法相同,但轴向游隙应为c=λ/(2sinβ),公式中:c–轴向游隙,单位mm;λ–塞尺厚度,单位mm;β–轴承锥角,单位(°)。
(2)采用千分表检查,用撬杠窜动轴使轴在两个极端位置时,千分表读数的差值即为轴承的轴向游隙。但加于撬杠的力不能过大,否则壳体发生弹性变形,即使变形很小,也影响所测轴向游隙的准确性。
(3)测轴向游隙时将轴承水平放置,把内圈或外圈水平放置在水平垫块上,将千分表定在外圈或内圈上,抬外圈或内圈,看表的指针动几丝,就能大致确定轴向游隙。
(留言功能已开启,欢迎大家留言讨论!)
以上非官方发布内容,仅代表个人观点。
用塞尺测量TIMKEN调心滚子轴承径向游隙的方法
第一步:将TIMKEN轴承竖起来,合拢。
要点:TIMKEN轴承的内圈与外圈端面保持萍乡,不要倾斜,然后将大拇指按住内圈并且摆动2到3次,之后向下按紧,使内圈和滚动体定位入座。定位各滚子位置,使在内圈滚道顶部两边各有一个滚子,将顶部两个滚子向内推,以保证他们和内圈滚道保持合适的接触。
第二部:根据游隙标准选配好塞尺
要点:由轴承的内孔尺寸查阅游隙标准中相对应的游隙数值,根据其最大值和最小值;来确定塞尺中相应的最大和最小塞尺片。
第三部:选择径向游隙最大处测量
要点:轴承竖起来后,其上不外圈滚道与滚子之间的间隙就是径向游隙最大处。如下图所示:
第四部:用塞尺测量轴承的径向游隙
要点:传动套圈和滚子保持架组件一周,在连续三个滚子能通过,而在其余滚子上均不能通过时的塞尺片厚度为最大径向游隙侧值;在连续三个滚子上不能通过,而在其余滚子上均能通过时的塞尺片厚度为最小径向游隙侧值。
取最大和最小径向游隙侧值的算术平均值作为轴承的径向游隙值。在每列的径向游隙值合格后,取两列的游隙值的算术平均值最为轴承的径向游隙。
原标题:轴承游隙的检测调整方法
“随着工业化的发展,轴承在各种不同的设备中的使用越来越广泛,其中轴承游隙的调整、测量及轴承安装的方法是轴承使用中非常重要的一个环节。本文重点讨论和轴承游隙相关的一些检测、调整方法。”
滚动轴承的内、外圈和滚动体之间存在一定的间隙,因此内、外圈之间可以有相对位移。在无负荷作用时,一个套圈固定不动,另一个套圈沿轴承的径向和轴向从一个极限位置到另一个极限位置的移动量,分别称为径向游隙和轴向游隙。
按照轴承所处的状态,游隙分为三种。
(1)原始游隙。指滚动轴承安装前自由状态时的游隙,它是由制造厂加工、装配所确定的。
(2)安装游隙。也叫配合游隙。是轴承与轴及轴承座安装完毕而尚未工作时的游隙。由于过盈安装,或是内圈增大,或是外圈缩小,或二者兼有之,均使安装游隙比原始游隙小。
(3)工作游隙。滚动轴承在工作状态时的游隙,工作时内圈温升最大,热膨胀最大,使轴承游隙减小;同时由于负荷的作用,滚动体与滚道接触处产生弹性变形,使轴承游隙增大,轴承的工作游隙比安装游隙大还是小,取决于这两种因素的综合作用。
工作游隙是滚动轴承的重要质量指标,也是轴承应用中的重要参数。在实际使用中,轴承的工作游隙将影响到轴承中的负荷分布、振动、噪声、摩擦力矩和寿命。轴承的工作游隙不合适会对设备造成危害。
(1)轴承的工作游隙过小。
轴承的工作游隙过小,将增大轴承的摩擦力矩,从而产生大量的热,容易导致轴承发热损坏。这是因为,当轴承的工作游隙过小时,将导致轴承的滚动体与轴承内外圈的润滑不良,因干摩擦产生大量的热,产生磨损、胶结、轴承内外圈胀裂等现象,会造成轴承损坏。
(2)轴承的工作游隙过大。
轴承的工作游隙过大,主要由轴承的自然游隙选用过大、轴承的压紧力不够引起。如:在高速运转的减速机中,当轴承的自然游隙较大时,导致工作游隙也相对较大,这将造成减速机在运行过程中振动较大,降低轴承的使用寿命。
轴承游隙的测量
轴承游隙测量的方法主要有专用仪器测量法、简单测量法及塞尺测量法。
塞尺测量法在现场使用最广泛,适用于大型和特大型圆柱滚子轴承径向游隙的测量,将轴承立起或平放测量,若有争议时以轴承平放时的测值为准。
轴承的最大径向游隙测值和最小径向游隙测值的确定方法:用塞尺片沿滚子和滚道圆周间测量时,转动套圈和滚子保持架组件一周,在连续三个滚子上能通过的塞尺片的最大厚度为最大径向游隙测值。
在连续三个滚子上不能通过的塞尺片的最小厚度为最小径向游隙测值。取最大和最小径向游隙测值的算术平均值作为轴承的径向游隙值。使用塞尺测量法所测得的游隙值允许包括塞尺厚度允差在内的误差。
调心滚子轴承径向游隙采用塞尺测量法测量时,在每列的径向游隙值合格后,取两列的游隙值的算术平均值作为轴承的径向游隙值。
(1)轴承轴向游隙的调整
轴承的内圈由轴肩进行定位,外圈由两侧的轴承压盖进行预紧,轴承的轴向游隙由两侧轴承压盖的预紧力进行调整,考虑到轴承因发热造成游隙减小,轴承的轴向应留有一定的游隙,对于轴承轴向的游隙,国家无相关标准。
在实践中,轴向游隙因过盈装配、带负荷运行等因素影响较小,故在安装时,一般以轴承的原始游隙为标准进行调整。
具体调整方法:在减速机不盖上盖的情况下,将轴装配安装到位,轴承两侧压盖螺栓紧固到位,然后在轴的一端轴向施加一定的压力。
该轴向力的大小可参照轴在运行中所承受的轴向力,然后使用塞尺测量间隙1与间隙2,测量完成后计算间隙1与间隙2之和,并与轴承测量的原始游隙对比,保证二者的差值在±40μm之内,若无法达到要求,则可以通过增加调整垫片调整,直到达到要求为止。
(2)轴承径向游隙的调整
轴承的径向游隙对轴承的稳定运行起到至关重要的作用,而对于轴承的径向游隙,GB/T4604-2006已有相关的标准,因此在具体应用时,只需查表可知轴承的径向游隙的上下限。
其具体调整方法:为了便于测量,调整前应拆除轴承两侧压盖,将轴承安装在轴承座,盖上上盖,使用力矩扳手均匀紧固轴承两侧4个紧固螺栓,螺栓的预紧力可参照国家标准的相关规定,紧固到位后,使用塞尺进行测量,测量值与查表的标准值进行比对。
举例:轴承型号23232CC/W33。根据GB/T4604-2006该轴承径向游隙的最大值为110μm,最小值为75μm。通过比对结果调整轴承游隙,若调整值小于最小值,则说明轴承的安装游隙太小,应当增大游隙,轴承安装示意图(轴向)所示。可在轴承箱上、下接合面螺栓孔处放入铜皮进行调整。如果调整值大于最大值,则说明轴承安装游隙过大。
调整的方法在轴承箱与轴承外圈结合面放入铜皮进行调整,注意放铜皮时不要堵塞轴承的油孔。以上方法一般需要多次调整,才能将轴承径向游隙调整到标准范围内。游隙调整达到标准后,重新进行安装。
联系:0379-,,,朱杏妹女士
联系:0519-,王蕊
加群啦,加群啦,拉你进轴承群啦!
锦工罗茨鼓风机 罗茨鼓风机动态 哈尔滨罗茨鼓风机 罗茨鼓风机怎么卖
山东锦工有限公司
山东省章丘市经济开发区
24小时销售服务
上一篇: 轴承型号查询尺寸大全对照表_罗茨风机
下一篇: 轴承用什么型号润滑油最好_罗茨风机
罗茨鼓风机震动 jts罗茨鼓风机 天津三叶罗茨鼓风机 罗茨鼓风机用油
山东锦工有限公司
地址:山东省章丘市经济开发区
电话:0531-83825699
传真:0531-83211205
24小时销售服务电话:15066131928

