
煤气净化罗茨风机_罗茨鼓风机
煤气净化罗茨风机:[填空题] 煤气净化运行时,净化设施与罗茨风机压差过大异常时,应首先判断设施内有()现象。
呼吸防护装备是防御空气污染物进入呼吸道的装备。()
响应时间指在规定条件下,从探测器接触被测气体到稳定指示值的时间,通常指读取达到稳定指示值90%的时间,即T90。()
煤气设施检修时,空间CO浓度在150PPm,检修人员连续作业时间不得超过()分钟。
主节点是下列()杆件紧靠的扣接点。 [“A、角杆”,”B、立杆”,”C、纵向水平杆”,”D、横向水平杆”]
焦炉集气系统应设事故用工业水管,集气管操作台上部应设清扫孔。()
煤气净化运行时,净化设施与罗茨风机压差过大异常时,应首先判断设施内有()现象。

煤气净化罗茨风机:煤气净化设施从罗茨风机入口端至电炉煤气净化设施为负压运行段。()
煤气净化运行时,净化设施与罗茨风机压差过大异常时,应首先判断设施内有()现象。
煤气净化设施是负压运行,因此,不存在太大的安全问题。()
煤气净化罗茨风机泄水阀门,停止运行时应处于()状态。
煤气生产、净化(回收)、加压混合、储存、使用等设施附近有人值守的岗位,应设固定式()监测报警装置,值守的房间应保证正压通风。
检修的煤气设施,包括煤气加压机、抽气机、鼓风机、布袋除尘器、煤气余压发电机组、电捕焦油器、煤气柜、脱硫塔、洗苯塔、煤气加热器、煤气净化器等,煤气输入、输出管道必须采用可靠的()装置。
煤气净化罗茨风机:煤气罗茨风机故障振动分析与修复
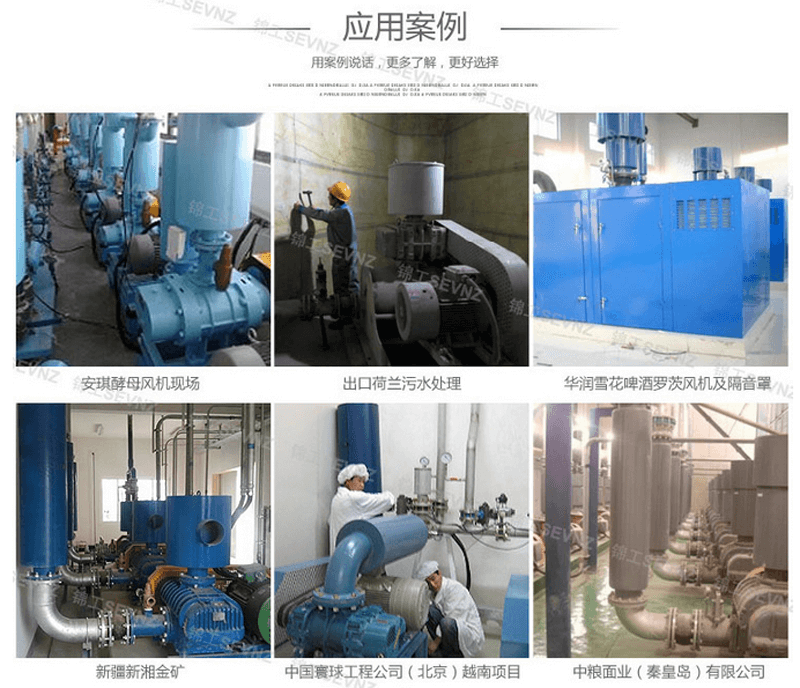
山东锦工有限公司是一家专业生产罗茨鼓风机、罗茨真空泵、回转风机等机械设备公司,位于有“铁匠之乡”之称的山东省章丘市相公镇,近年来,锦工致力于新产品的研发,新产品双油箱罗茨风机、水冷罗茨风机、油驱罗茨风机、低噪音罗茨风机,赢得了市场好评和认可。
宁夏煤化集团有限公司现有两台JGR450罗茨风机,其运行方式为一开一备,主要作用是输送煤气,保证焦炉产生的煤气能够及时抽走,为后续的煤气净化保证一定的压力。当罗茨鼓风机出现故障停机,一方面给企业正常生产带来损失,另一方面焦炉煤气无法及时供送,使得焦炉煤气对环境造成严重污染。
1、罗茨风机在煤化工的重要性及工艺背景
罗茨风机是煤化工煤气输送的关键设备,它不但在焦化生产中起至关重要作用,而且在整个流程中属不可或缺的关键设备。从焦炉来的荒煤气、氨水、焦油首先在气液分离器进行气液分离,分离出的粗煤气分别进入初冷器;在初冷器上段,用循环水间接冷却煤气冷却至45℃,再经下段制冷水间接冷却,使煤气进一步降温至22℃,冷却后的煤气进入电捕焦油器,最后进入煤气罗茨鼓风机,煤气罗茨鼓风机最主要的作用就是对煤气进行加压。它的运行正常与否,直接影响系统安全稳定。为此,努力保证煤气罗茨鼓风机完好是设备管理工作的重任(如图1)。
该煤气罗茨鼓风机自投运以来一直运行良好,正常情况下,振动是一种随机振动,振动参数总是在某一平均值附近波动,随时间变化而变化的现象不明显。在2012年4月14日,突然出现机组振动加剧。由于机组仅安装了位移报警连锁,没有安装振动报警连锁,所以集控室显示设备正常,我们操作人员根据操作经验,采用了紧急停车。
2、罗茨鼓风机产生振动原因分析
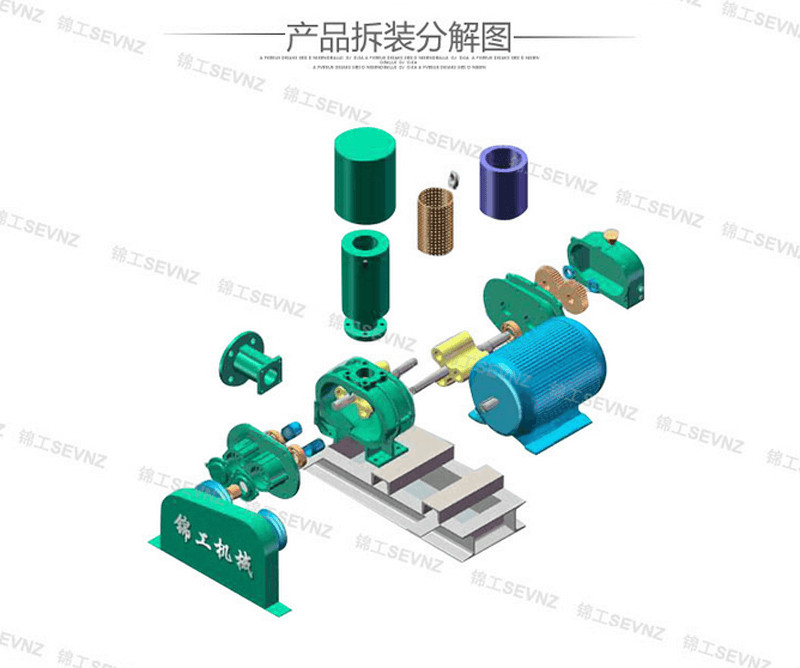
JGR450罗茨鼓风机机组主要由电机、液力偶合器、增速器、罗茨风机本体、润滑系统、现场检测仪表以及进出口管道必备阀门等组成。其主机由定子、转子、轴承、轴承箱和底座等构成。针对现场振动,做如下原因分析:
2.1 转子的不平衡量(偏心质量和偏心力矩)
机组在投入运行的一段时间后,随着压力负荷的增加,其振幅会发生变化,一般是由小到大的趋势。引起振动原因主要有以下几点:
(1)转子叶轮叶片和轮盘的腐蚀;(2)局部的气流冲刷,不均匀腐蚀和穿孔;(3)转子叶轮流道的堵塞。
2.2 气流喘振因素
罗茨风机喘振就是风机小流量下的一种不正常情况。喘振现象包括两方面的因素:罗茨风机的气流在一定的条件下出现“旋转脱离”是产生喘振的内在因素;与罗茨风机联合工作的管网系统的特征是其外界条件,只有外界条件适合于内在因素时罗茨风机才发生喘振现象。罗茨鼓风机产生喘振时的特征表现主要有下列几种:
(1)气流参数产生大幅度脉动。(2)声音异常,一般会发生周期性的脉动噪音、周期性的低频吼叫声或喘气声。(3)机组振动加剧,一般多为低频振动,振动频率与管网容量的平方成正比,喘振现象产生的原因除上述机理外,还有外界客观因素,如化工工艺控制;系统压力突然升高到高于排气压力;进气温度升高,罗茨鼓风机排气压力下降,低于系统压力,进气吸力下降造成罗茨鼓风机排气压力成比例降低,罗茨鼓风机出口有异物等均能使机组发生喘振。
2.3 转子安装不当造成的叶轮和定子轴向位置发生干涉引起的振动
主要表现在动静部分发生摩擦,机组温度过高,密封套部件变形磨损起不到密封作用。导致密封间隙过大,气流经过风机时,轴向力过大,转子在定子中的轴向位置发生窜动,引起振动。
其他有关振动产生的常见原因有:
(1)转子主轴发生弯曲,机械跳动超差。
(2)转子与定子发生碰撞摩擦。
(3)电气元件安装不当。如铂热电阻、测振探头、温度计等仪表元件。
2.4 机组轴系找正原因
电机、偶合器、风机之间的轴系找正。按照机组找正曲线进行找正,检修后进行机组整个轴系的重新检查。
2.5 轴承故障引起的振动。
主要原因有:
(1)油膜引起振动。轴承间隙过大和过小都无法形成起润滑保护的油膜。瓦块再起不到润滑作用时就会发生瓦块磨损甚至烧坏瓦块巴氏合金,轴承起不到支撑和止推作用,从而使得机组发生振动。
(2)轴承压盖部件松动。轴承箱内轴承压盖螺丝松动或机体底座螺丝松动,机组运行时无预紧力也会发生振动。
(3)油品、油质问题。国家标准油品化验要达到NAS7级。润滑系统的油质回油温度过高或润滑油含杂质,油品长期润滑变质。
(4)润滑油进、出油管路堵塞。
罗茨风机产生振动的原因是复杂的的,经综合分析,此次风机振动主要为:
(1)轴承箱内轴承压盖螺丝松动;
(2)密封磨损严重,密封间隙过大;
(3)轴系问题,风机与变速器不同轴。
3、修复方法
3.1 定子部分
拆解机壳中分面螺栓、地脚螺栓,拆卸机壳大盖;拆卸轴承箱盖,轴承;吊出转子;拆卸上、下机壳密封套;机壳、隔板喷砂处理;机壳中分面抛光轮清理;按照图纸重新照配密封套。
3.2 转子修复
(1)转子喷砂除锈,保护好轴径、推力盘、联轴器等部位;
(2)手工清理喷砂不干净的地方;
(3)转子叶轮着色探伤检查,发现叶轮完好无裂纹;
(4)转子按合格证明书打表检查机械跳动。打表检测,发现转子轴变形弯曲0.28mm,参照设备运行技术要求,确定主轴报废不能使用,对此我们及时跟厂家取得联系,更换一台新转子。
(5)热拆原转子联轴器,标记位置;
(6)把旧联轴器热装于新转子上;
(7)打表检查转子各项跳动并检查电气不圆度,操作规范参照锦工典型工艺手册。
(8)转子低速动平衡。
转子重量1038kg,平衡精度G1.6,允许不平衡量3954.3g·mm,工作转速4340r/min,磨削去重,磨削深度不大于0.4mm,粗超度Ra6.3,光滑过渡。
3.3 机组现场组装
按照典型装配工艺进行。
(1)方向同轴度≤0.03mm,垂直方向转子中心低0.08~0.12mm;
(2)检查隔板同轴度,隔板与机壳同轴度≤0.025mm;
(3)转子轴向对中定位;
(4)按罗茨鼓风机出厂合格证照配更换罗茨鼓风机全套密封、油封;
(5)根据要求配钻支推轴承上轴瓦测温孔及止动销孔;
(6)根据要求配钻支撑轴承上轴瓦测温孔及止动销孔;
(7)按照合格证调整支推轴承、支撑轴承间隙及过盈;
(8)扣合上机壳,检查自由间隙;
(9)调整风机与变速器的同轴度,使之符合煤气罗茨鼓风机机组安装要求;
(10)安装联轴器及护罩,检查各螺栓是否松动。
4、效果评价
机组检修结束,经启动试车,风机转速逐步提高至3800r/min后,使用手动测振仪检测风机的振动在0.08um范围,同时使用测温仪测轴承温度小于48℃,电流稳定在34A,在运行48小时后停车备用。
山东锦工有限公司
山东省章丘市经济开发区
24小时销售服务
(来自:罗茨风机,罗茨鼓风机,罗茨真空泵,回转式鼓风机,回转风机,
山东锦工有限公司
山东省章丘市经济开发区
24小时销售服务
煤气净化罗茨风机:电炉煤气净化罗茨风机的变频改造应用
锰冶炼厂采用罗茨风机作为电炉烟气净化系统的煤气压缩设备,目前的控制方式为电机工频运行,采用罗茨风机的出口阀门调节,将电炉炉膛压力控制在要求范围内。此操作方式存在阀门易损、电能浪费等缺点,为此在项目调研的基础上提供整体解决方案,进行变频及自动控制系统的改造。
22.项1项目目概概述述及需求分析
辽宁锦州某金属公司现有三套20MVA的电炉用于锰冶炼,电炉所产烟气通过湿法工艺进行净化后,实现煤气回收利用。
煤气净化及存储工艺流程如图1所示,电炉高温烟气通过净化塔进行冷却降温、喷淋洗涤、除尘、脱水处理,净化后的煤气通过罗茨风机压缩升压,送往煤气柜进行储存。洗涤循环水经除泥处理后循环利用,部分污水处理后排放。
罗茨风机出口设置有回流阀,通过控制阀门开度调节净化系统总风力,进而控制电炉炉膛压力在工艺要求范围内;出口同时设置有点火器,当出现紧急情况时进行放散点火,确保系统安全。
电炉在生产过程中,要求炉膛保持在微负压状态;如果出现正压力,则可能导致膛内烟、火外冒;如果负压力过低,则可能从炉外吸入过多空气,煤气与氧气燃烧,会导致烟气温度升高,并且降低煤气使用价值。炉膛压力过高或过低(正常范围-10Pa~5Pa)都存在安全隐患,所以必须进行严格的控制[1]。
煤气净化工段的罗茨风机是电炉冶炼生产中的关键设备,罗茨风机吸入气体的流量及压力直接影响净化塔的入口总吸力,进而影响电炉的炉膛压力。现场配套三组烟气净化系统,每组采用一用一备的工作方式,共六台罗茨风机,配置相同。选用天津鼓风机公司的ML系列卧式直联罗茨风机,进气流量:78.0~478.1m3/min;升压:9.8~68.6kPa。配套三相异步电机,电压380V,功率220kW,电流392A,转速985rpm。煤气净化罗茨
风机工况图如图2所示。
2.2原系统存在问题
现场电机运行方式为采用ABB软启动器实现软启动,软启动器带有旁路接触器,启动完成后自动切换至工频旁路运行。罗茨风机控制方法为在操作室人工观察炉膛压力的仪表显示信号,并通过电动回流阀的手操器,手动调节阀门开度。当炉膛压力过高时,需增加风机吸力,此时减小回流阀开度;当炉膛压力过低时,需减小风机吸力,此时加大回流阀开度。以此保证净化系统气体压力的稳定,维持炉膛压力在安全范围内。煤气净化人工控制方法如图3所示。
该方式主要存在以下弊端:
(1)烟气净化采用湿法工艺,煤气中包含水汽,加大对阀门的冲击损耗,大大缩短阀门的使用寿命;既增加维护工作量,而且降低生产效率,此点为本项目主要改造诉求。
(2)系统运行时回流阀的开度常在15%~40%范围调节,存在节流损耗,增加了设备电耗。
(3)电机一直处于工频满负荷运行状态,加大电机温升,也将缩短电机的使用寿命。
(4)需配备监控操作工,依据工人观察进行调节,既增加生产人员的工作量,操作过程也存在滞后。
图3煤气净化人工控制方法
2.3技术需求
(1)将原有的工频运行改为变频运行方式,依据工况直接对电机调速,回流阀全部打开,既避免阀门损耗,也实现节能降耗。
增加PLC控制系统,依据压力信号自动设置输出频率,实现炉膛压力自动调节。
(3)在原有操作面板上增加手动频率给定功能,作为备用操作,要求手动调节优先级高于自动调节方式。
(4)在现行的一楼配电室和二楼控制室进行工程改造;将配电室原有的三台软启动柜置换为变频器柜,因空间限制,要求柜体宽度不变,深度可适当增加。二楼控制室新增一面PLC控制箱,并对原有的操作面板进行改造。
33.改1自造动方控案制变频调速方案
针对以上问题,在深入生产现场工段调查的基础上,确定变频调速改造方案:新增罗茨风机变频器,引入电炉炉膛压力信号、净化炉前总吸力信号至PLC,自动调节变频器的输出频率,以实现炉膛的恒压控制;回流阀作为备用调节装置,正常运行时管道的回流支路关断;既可以满足生产要求还可以实现节能降耗。煤气净化自动控制方法如图4所示。
图4煤气净化自动控制方法
3.2风机自动控制系统设计
罗茨风机自动控制实现方法如图5所示,由PLC自控系统、变频器、压力变送器组成压力闭环控制系统,接入炉膛压力和煤气在进入净化塔前总吸力两个模拟量信号,反馈压力与设定压力进行比较,依据工艺要求综合分析运算,实时控制变频器的输出量,自动调节电机转速,使炉膛压力保持在设计范围之内,以满足生产工艺的实际需求。
图5罗茨风机改造控制方块图
通过控制室原操作面板的两个备用按钮,实现频率加
/减输入,作为手动给定功能;当自动控制系统出现偏差时可以通过手动操作进行频率调节,并具有高优先级,保证生产的安全性。
动统力配系置统及方功案能
该变频驱动系统的电气原理图(单组)如图6所示。
图6动力系统电气原理图
(QS表示隔离开关,FU表示熔断器,BP表示低压变频器,M表示电动机。)
4.2设备技术参数及功能介绍
罗茨机属于恒转矩负载,本项目选用具备恒转矩调节功能的ABB低压变频器,型号ACS580,额定电流505A,相比于传统的变转矩风机选型容量加大一档配置,以满足恒转矩负载的启动特性;并内置有PID调节功能和通讯信号接口。
变频器可以通过PLC控制自动给定、或通过面板按钮手动给定,实现罗茨风机的速度调节。
自动给定信号通过通讯信号提供,由自动控制操作箱中的PLC通过Modbus串口通讯给定。操作箱放置于控制室,内置西门子S7-200SMART型号PLC,接入炉膛压力和煤气在进入净化塔前总吸力的模拟量AI信号,组成压力闭环控制系统,自动调节电机转速。操作箱至变频器之间通讯电缆敷设距离230米,串行通讯能力完全满足要求。
手动给定信号通过原操作面板的两个备用按钮控制,该两个数字量DI信号接入PLC,通过程序实现频率加/减功能,实现手动频率调节。在PLC程序中设置手动给定的优先级高于自动给定功能。
55.项1应目用应效用果效果
炉膛压力原有范围要求是-10Pa~5Pa,通过变频调速自动控制运行后,调节效果良好;经过和用户协商将工艺要求优化为-10Pa~0Pa的恒定微负压,进一步改善电炉的运行性能。如图7所示,随机截取两段仪表数据,炉内压力分别为-1.35Pa和-3Pa,维持在微负压状态。
罗茨风机是容积式风机的一种。它由一个类似椭圆形的机壳与两块墙板包容成一个气缸,一对彼此相互“啮合”的叶轮,两个叶轮等速相向旋转,在旋转过程中把两个叶片之间的空气挤压出来,将气缸内的气体从进气口源源不断地推移到出气口,这就是罗茨风机的整个工作过程。罗茨风机的特殊结构设计,决定了其风压在一定的流量范围内是近似恒定的,不论转速变化如何其风压可以保持不变
[2]。
经过改造后,由变频器改变电机频率达到无级变速,起到调节风量的效果。而风量则与风机转速成正比的,即Q=kN。
其中:Q——风量;N——风机转速;k——系数。罗茨风机作为恒转矩负载,其节电率与转速降近似成
正比即△P%≈△N%。
其中:P——功率;N——风机转速。
根据现场应用观察,正常运行周期内,风机的频率范围通常在28Hz~42Hz,最常见是在32Hz~40Hz左右,总计可以获25%左右的节能效果。
不论是从节能降耗、降低维护工作量等直接受益,还是从优化生产工艺,延长电机等设备的使用寿命,改善电网环境等间接受益来说,罗茨风机的变频改造都具有明显的应用优势和积极意义。
山东锦工有限公司
山东省章丘市经济开发区
24小时销售服务
上一篇: 水处理风机选型注意事项
下一篇: 罗茨风机在气化沉淀式水泥除渣器中的应用
春鼎罗茨鼓风机维修 三叶罗茨鼓风机安装 四川成鼓罗茨鼓风机
山东锦工有限公司
地址:山东省章丘市经济开发区
电话:0531-83825699
传真:0531-83211205
24小时销售服务电话:15066131928

