
罗茨风机解体检修步骤_罗茨鼓风机
罗茨风机解体检修步骤:罗茨风机在维修过程中需要注意哪些事项?
上海瑞柘环保设备有限公司生产的罗茨风机是容积式风机的一种,有两个三叶叶轮在由机壳和墙板密封的空间中相对转动,由于,每个叶轮都是采用渐开线,或是外摆线的包络线为叶轮加工型线,每个叶轮的三个叶片是完全相同,同时两个叶轮也是完全相同的,这样就大大降低了加工难度。叶轮在加工时采用数控设备,保证了两个叶轮在中心距不变情况下,不管两个叶轮旋转到什么位置,都能保持一定的极小间隙,保证气体的泄露在允许范围内。
两个叶轮相向转动,由于叶轮与叶轮,叶轮与机壳,叶轮与墙板之间的间隙极小,从而使进气口形成了真空状态,空气在大气压的作用下进入进气腔,然后,每个叶轮的其中两个叶片与墙板、机壳构成了一个密封腔,进气腔的空气在叶轮转动的过程中,被两个叶片所形成密封腔不断地带到排气腔,又因为排气腔内的叶轮是相互啮合的,从而把两个叶片之间的空气挤压出来,这样连续不停的运转,空气就源源不断地从进气口输送到出气口,这就是罗茨风机的整个工作过程。
另外在关于罗茨风机维修的一些注意事项上,上海瑞柘环保设备集团有限公司提醒您在维修罗茨风机是要注意以下事项:
1、检查各部位的紧固情况及定位销是否有松动现象。
2、罗茨风机机体内部无漏油现象。
3、罗茨风机机体内部不能有结垢、生锈和剥落现象存在。
4、注意润滑和散热情况是否正常,注意润滑油的质量,经常倾听鼓风机运行有无杂声,注意机组是否在不符合规定的工况下运行,并注意定期加黄油。
5、罗茨风机的过载,有时不是立即显示出来的,所以要注意进、排气压力,轴承温度和电动机电流的增加趋势,来判断机器是否运行正常。
6、拆卸机器前,应对机器各配合尺寸进行测量,做好记录,并在零部件上做好标记,以保证装配后维持原来配合要求。
7、新机器或大修后的鼓风机,油箱应加以清洗,并按使用步骤投入运行,建议运行8小时后更换全部润滑油。
8、维护检修应按具体使用情况拟订合理的维修制度,按期进行,并作好记录,建议每年大修一次,并更换轴承和有关易损件。
9、罗茨风机维修建议由专业维修人员进行检修。
以上文章来源于上海瑞柘环保设备集团有限公司,如需转载,请注明出处!

罗茨风机解体检修步骤:罗茨风机拆卸方法以及注意事项
罗茨鼓风机拆卸时的注意事项:
罗茨鼓风机有不同的结构形式和不同的拆卸方法。但是,拆卸前应注意以下几点:
1 .拆卸前,应测量拆卸零件之间的装配间隙。其他关键零件的装配位置应做好记录,如风机的同步齿轮,以免在重新装配时出错。
2.拆下的焊盘和调整焊盘应妥善保管,并记录其组装位置,测量其厚度作为组装的依据。
3.对于一些装配精度较高的部件,如风机同步齿轮的齿轮和齿圈,如果齿圈没有损坏,不要轻易拆卸螺栓和冲销,因为这种装配精度直接影响风机各部件的间隙。
4.对于不同的零件,应选择合适的工具进行拆卸,以免损坏零件,影响装配质量,甚至导致设备不能正常运行。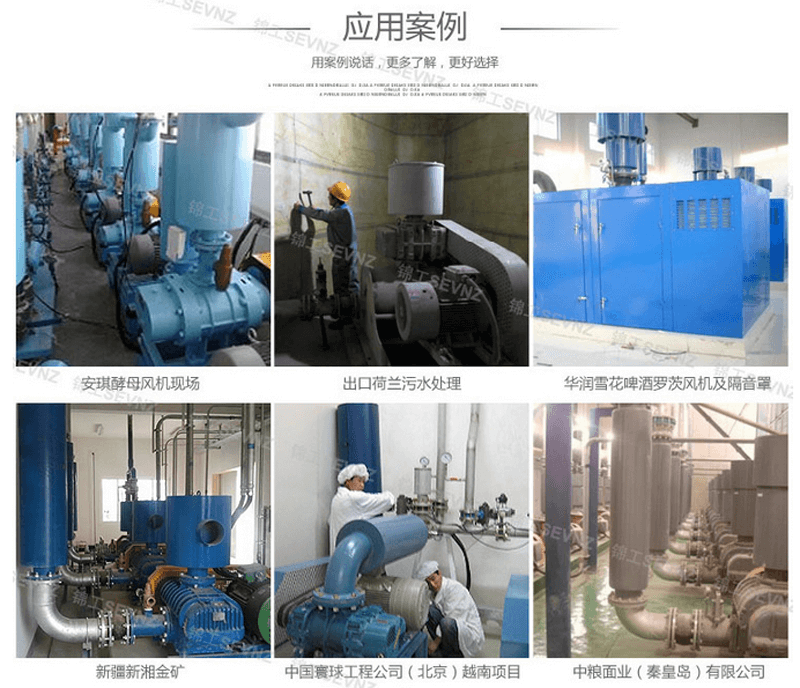
罗茨风机解体检修步骤:罗茨风机拆卸步骤及注意事项
原标题:罗茨风机拆卸步骤及注意事项
山东锦工有限公司是一家专业生产罗茨鼓风机、罗茨真空泵、回转风机等机械设备公司,位于有“铁匠之乡”之称的山东省章丘市相公镇,近年来,锦工致力于新产品的研发,新产品双油箱罗茨风机、水冷罗茨风机、油驱罗茨风机、低噪音罗茨风机,赢得了市场好评和认可。
如果我们使用的罗茨风机坏了,需要自行修理,这时就需要我们进行罗茨风机的拆装,如何进行拆装罗茨风机呢?步骤又有哪些呢?让我们一起来看下罗茨风机拆装的步骤吧!
1、拆装罗茨风机,需要我们先把罗茨风机的机头部位进行拆除,也就是将电机与罗茨风机的主体工作不问进行分离;
2、然后将齿轮箱内的润滑油抽出,将油箱进行拆除;
3、拆除端盖,将端盖壳体进行拆除;
4、拆除齿轮,将油箱齿轮进行拆除;
5、拆除转子,将转子进行拆除;
6、最后进行叶轮的拆除。
罗茨鼓风机拆卸时注意一下事项:
罗茨鼓风机的结构形式不同,其拆卸方法有所不同,但是,在拆卸之前,应注意以下几点:
1,拆卸前,应测量被拆卸部件相互之间的装配间隙,对于关键另部件的装配位置,应做好记录,如鼓风机的同步齿轮,以免回装时发生错误。
2,拆卸下来的结合面垫子以及调整垫片,应妥善保管,其装配位置,作好记录,应并测量其厚度,作为会装依据。
3,一些装配精度很高的组件,如鼓风机同步齿轮的轮和齿圈,如果齿圈未发现损伤,就不要轻易拆开螺栓打出销子,因为此装配精度直接影响鼓风机各部位的间隙。
4,不同的零件,要选择适当的工具来进行拆卸以免损坏零件,影响装配质量,甚至造成设备不能正常运行。
同步齿轮:由齿圈和轮毂组成,便于调整叶轮间隙。
机体:由机壳和左、右墙板组成。左、右墙板及安装在左右墙板内的轴承座、密封部等均可互相通用。
底座:中、小型风机均配有公共底座,大型风机仅配风机底座,便于安装调试。
叶轮:选用渐开线型面,容积利用率高。
轴承:近联轴器端作为定位端选用3000型双列向心球面滚子轴承。近齿轮端作为自由端选用32000型单列向心短圆柱滚子轴承 润滑:齿轮采用浸入式,轴承采用飞溅润滑。 润滑效果好,安全可靠。
传动方式:以联轴器直联为主。若性能规格需要,也可选用三角皮带轮变速的方式。联轴器选用弹性联轴器,能缓和冲击及补偿少量的轴线偏差。大流量风机除以电动机作为驱动机外,也可采用汽轮机或其他驱动机。
转子:由轴、叶轮、轴承、同步齿轮、联轴器、轴套等组成。
:
罗茨风机解体检修步骤:罗茨鼓风机检修流程与质量标准
1 拆卸前准备
1.1 掌握风机运行情况,并备齐必要的图纸资料。
1.2 备齐检修工具、量具、起重机具、配件及材料。
1.3 切断电源,工艺处理符合安全检修条件。
2 拆卸与检查
2.1 从风机上拆下所有附件,检查转子之间、转子与侧壁之间间隙。
2.2 拆卸联轴节或皮带轮,检查弹性圈或三角皮带。
2.3 拆卸齿轮箱,检查齿面及调节齿轮螺栓。
2.4 拆卸轴承、轴承箱,检查油封、轴承。
2.5 拆卸密封部件,检查迷宫套、动环、静环、O形圈等密封部件。
2.6 拆墙板,检查墙板、转子。
3 质量标准
3.1 机体
3.1.1 机体应无损伤、裂纹。
3.1.2 机体安装水平度为0.04mm/m。
3.2 转子
3.2.1 转子表面应无砂眼、气孔、裂纹等缺陷。
3.2.2 转子端面圆跳动值不大于0.05mm。
3.2.3 转子进行静平衡或平衡校验。
3.3 转子之间间隙、转子与机壳、墙板的间隙应符合下表规定。
3.4 轴
3.4.1 轴表面应光滑无磨痕及裂纹等现象。
3.4.2 轴颈的圆柱度不大于轴径公差之半。
3.4.3 轴的同轴度为0.03mm/m。
3.5 联轴器或V形皮带
3.5.1 联轴器
a.联轴器的对中,径向圆跳动误差为0.06mm,端面圆跳动误差为0.05mm。
b.联轴器安装时的轴向间隙应符合表1。
3.5.2 V形皮带
a.皮带的张紧力W适度或如表2;在L的中心位置朝垂直于皮带的方向加力W,使这点的挠度达到δ=0.016L,则所加力W应符合表2。
表1 联轴器安装时的轴向间隙 mm
表2 皮带的张紧力 N
b.皮带槽中心偏差不大于0.05mm/100mm。
3.6 轴承
3.6.1 滚动轴
a.滚动体与滚道表面应无磨痕、麻点、锈蚀,保持架无变形、损伤。
b.滚动轴承内圈与轴采用H7/k6配合,轴承座与轴承外圈采用H7/h6配合。
c.滚动轴承安装必须紧靠在轴肩或轴肩垫上。
d.热装轴承温度不大于120℃,严禁用直接火焰加热。
3.6.2滑动轴承
a.刮研后瓦面印迹均匀,一般不小于2~3点/cm2,其接触角一般为60~90℃。
b.轴承顶间隙见表6。
c.侧间隙为顶间隙1/2。
d.轴承衬与轴承衬背应接触良好,接触面积一般在60%以上。
3.7 密封装置
3.7.1 V形环与轴的过盈尺寸一般为0.1mm。
3.7.2 迷宫式密封轴套两端的平行度不大于0.01mm,密封环座与轴套的轴向间隙一般0.2~0.5mm。
3.7.3 机械密封组装后,在密封动环部位对轴中心线径向跳动不得大于0.06mm。
3.8 同步齿轮
3.8.1 齿轮用键固定后径向位移不超过0.02mm。
3.8.2 齿表面接触沿齿高不小于50%,沿齿宽不小于70%。
3.8.3 齿顶间隙取0.2~0.3m(m为模数),侧间隙应符合表7规定。
4 试车与验收(略)
5 维护与故障处理
5.1 日常维护
5.1.1 检查机壳温度,做好记录。
5.1.2 定时检查轴承温度,做好记录。
5.1.3 定时检查是否有摩擦或振动。
5.1.4 定时检查润滑油位,油品是否乳化等。
5.1.5 定期检查吸入口过滤器压差。
5.1.6 定期检查大功率风机备用油泵电机的自启动及油过滤器压差。
5.1.7 采用机械密封和压力润滑,定期检查油压和油温。
5.1.8 定时检查吸、排气压力。
5.1.9 定时检查电机负荷。
5.1.10 定时检查冷却水是否畅通。
5.1.11 定期巡检并做记录。
5.2 常见故障与处理(见表4)
表4 常见故障与处理
山东锦工有限公司
山东省章丘市经济开发区
24小时销售服务
上一篇: 导致罗茨风机风压下降的原因
下一篇: 罗茨鼓风机在使用中进水如何处理?
逆流冷却罗茨鼓风机工作原理图 南通捷城罗茨鼓风机有限公司 成都三叶罗茨鼓风机
山东锦工有限公司
地址:山东省章丘市经济开发区
电话:0531-83825699
传真:0531-83211205
24小时销售服务电话:15066131928

