
煤气罗茨加压风机plc控制_罗茨风机
煤气罗茨加压风机plc控制:变频器 及PLC控制的多台风机恒压供气系统
变频器餐尸控制的多台风机恒压供气系统。
汤鸣放介绍日本变频器及在城市煤气输送系统中的应用,解决了六台风机在供气高低峰时的相互切换,实现城区管网的恒压供气,压力波动范围小关健词变频器恒压供气城市煤气的供应,是将贮存在气柜中的煤气,通过压缩机加压输送至城区管网,再经调压后送至各用户。
由于各单位各时段用气量不均匀,供气量的变化是很大的,造成管网压力随用气量的变化而波动。
锦工市燃气公司煤气压送机站配有六台罗茨鼓风机,每台电机容量为采用自藕减压起动,管网压力靠人工调节阀门和增减鼓风机运行数量来控制,不仅误差和劳动强度大,能耗高,而且管网压力不能可靠地保持在所需的压力范围内,影响供气质量和管网的安全运行。
为保证用气量小时电机的效率,用气量大时压力的稳定,使供气系统无论是用气高峰还是低谷,供气压力误差都稳定在10内,我们设计了一台变频器结合多台风机控制系统,以实现城区供气管网的恒压供气。
一改造方案贯落擎至匕全。,男一司口出、幽出,县〔二i竺日曰曰日一竺禽号厂节厂节l己曰二当图主电路图根据系统供气质量以及低成本的要求,选用日本富士优呢一叼变频器一台,以使每台鼓风机均可自动软起动及实现稳态时的压力控制将鼓风机进出口及旁通阀门改为电动蝶阀,以实现集中自动控制选用一田一台,完成三台电机的瞬时自动投人与切除通过网络与总调室的上位机通信,实现异地远程控制,达到供气管网恒压运行的目的。
二系统实现功能全自动平稳切换,恒压控制管网压力传感器的煤气压力信号一叭送给数字控制器,控制器根据压力设定值与实际检测值进行运算,并给出输出信号直接控制变频器的转速以使管网的压力稳定。
当用气量不是很大时,一图控制系统图台风机在一台变频器的控制下稳定运行用气量大,变频器全速运行也不能保证管网的压力稳定时,控制器的压力下限信号与变频器的信号同时被检测到,自动将原工作在变频状态下的鼓风机投人到工频运行,以保持压力的连续性,同时将一台备用的鼓风机用变频器起动后投人运行,以加大管网的供气量保证压力稳峨中国设备管理胡忆伪常林江我厂大修车间的一型剪板机在搬运安装时将压料机构吊断,如图所示。
该机构为大型铸钢件,长厚粼知如众机械加工精度很高,有四个限位滑道,底边要求平直,工作时靠凸轮产生的强大压力将被剪切钢板压牢,然后剪切。
该剪板机是我厂主要的薄金属板剪切设备,使用相当频繁。
根据工件工况,对多种修复方案反复比较后,认为粘接修复可以达到尺寸精度和使用要求。
经过对该机构受力分析和运动强度计算,决定采用被板胶螺结合方式修复。
被板选用厚的一钢板被板连接螺栓为加共个粘合剂选用国产一环氧树脂粘合剂,也可选用目前工业上常用的金属修补厂图断裂构件胶螺修复示意图剂,具体步骤如下。
将断件放在钳工平台上对合,用划笔做出标记,以保证尺寸精度被板粘接面机械打磨,研合至符合粘接工艺表面处理的要求钻孔。
先钻钢板,钻头为尹1众然后两粘接面贴合,确定断件的钻孔位置,再用庐钻头钻断件孔,这样可保证连接精度在钳工平台上试连接,不断修正尺寸至达到精度要求配制粘合剂,一14为双组分环氧树脂枯合剂,按配制,并加人适量的滑石粉调节粘稠度。
涂胶。
将配制好的粘合剂用薄塑料板均匀地刮涂在粘接表面上,在钳工平台上按划线标记粘合,连接螺栓并拧紧,达到尺寸精度后,常温自然固化从如图所示。
该机修复后已连续剪板多吨,至今使用效果良好。
这种修复方法是综合被板螺栓连接和粘接技术的优点,用于修复断裂部件或断裂裂纹的一种方法。
可用于铸件塑料件以及不能采用其他方法修复的异种材料构件坏损的修复。
修复后构件的使用温度受所选粘合剂的限制,选用树脂类粘合剂最高使用温度可达25而选用无机粘合剂使用温度可达日)作者单位吉林化学工业股份有限公司有机合成厂通信地址吉林市遵义路号邮编定。
若两台鼓风机仍满足不了用气量,则依次将变频器工作状态下的鼓风机投人到工频运行,而将另一台备用鼓风机投人变频运行。
当用气量减少时,首先表现为变频器已工作在最低转速的信号有效,这时压力上限信号如仍出现,首先将工频运行的一台鼓风机停掉,以减少供气量,当上面两个信号仍然有效时,刃再停掉一台工频运行的鼓风机,至最后只有一台鼓风机在变频恒压供气状态下维持正常用气量。
切换动作时间小于分钟,管网压力几乎没有冲击与下陷。
半自动运行当系统出现问题时,自动控制系统失灵,这时系统工作处于半自动状态,即一台鼓风机具有变频自动恒压控制功能,当用气量不够时,可手动投人另外一台或几台工频鼓风机运行。
手动运行当压力传感器故障或变频器故障时,为确保用气,六台鼓风机可分别以手动方式工频运行。
三实际应用效果及分析实践证明本系统构成了多台罗茨鼓风机自动控制的最经济结构,在软件设计中充分考虑了变频与工频在切换时的瞬间压力与电流冲击,每台风机均采用软起动是解决这一问题的关键。
变频器工作的上下限频率及数字控制的上下限点的设定对系统的误差范围也有不可忽视的作用。
一年多的运行证明,运用变频调速及自动控制技术实现恒压供气,综合效益明显。
在忽略固有的基本阻力的情况下,风机的阻转矩轴功率排气量和转速成正比。
风机转速减慢,煤气流量按比例下降。
变频改造后,由于系统采用闭环恒压自控,电机在满足输出管网气压的前提下,以最小的电流运行,节能效果明显,节电率可达年节电19万度,折合人民币万元。
实现了城区管网恒压供气,消除了煤气压力波动,保证供气质量。
实现了罗茨鼓风机软起动,克服了大功率电机全硬度起动时的大电流冲击,相对延长了电机使用寿命。
由于采用了压力自动控制,可以实现总调室远程控制,无需人工操作,大大减轻了劳动强度,提高了自动化水平。
作者单位锦工市燃气公司通信地址湖南省锦工市邮编中国设备管理

煤气罗茨加压风机plc控制:煤气加压罗茨鼓风机变频调速改造控制方案
为了充分保证煤气加压系统的可靠性,变频器加装了工频旁路装置,两台煤气加压机现有的控制设备和运行方式仍将保留,控制回路上设计工频/变频运行切换选择,工/变频选择由人工切换操作,实现两台煤气加压机在工频或变频运行。
通过目前已有的DCS系统可显示变频器的运行数据和当前状态,实时监控系统运行。操作方面,有远程控制和本地控制2种控制的方式,这2种控制方式可提高系统的安全性能。变频器内置PLC,用于柜体内开关信号的逻辑处理,以及与现场各种操作信号和状态信号(如RS-485)的协调,并且可以根据用户的需要扩展控制开关量,增强了系统的灵活性。
该用户采用两台JD-BP37-315F(315kW/6kV)高压变频器分别控制两台煤气加压机,高压变频器设备安装在风机值班室内,原高压柜至电机的高压电缆用做改造时电机至变频器连接电缆,变频器至高压柜电缆重新敷设,同时敷设集控室至高压变频器的控制电缆用于变频器的远程控制,采集现场设备状态信号,实现设备的控制调节及信号反馈。此外还需敷设一根高压柜至变频器的控制电缆,用于高压柜合闸允许和高压柜紧急分闸控制。
两台高压变频器主回路控制方式相同,以A煤气加压机主回路控制为例说明,
旁路柜中,共有3个高压隔离开关,为了确保不向1#变频器输出端反送电,K2与K3采用电磁互锁操动机构,实现电磁互锁。当K1、K3闭合,K2断开时,A煤气加压机变频运行;当K1、K3断开,K2闭合时,A煤气加压机工频运行,此时变频器从高压中隔离出来,便于检修、维护和调试。
旁路柜必须与上级高压断路器DL连锁,DL合闸时,绝对不允许操作旁路隔离开关与变频器输出隔离开关,以防止出现拉弧现象,确保操作人员和设备的安全。
故障分闸:将1#变频器“高压分断”信号与旁路柜“变频投入”信号串联后,并联于高压开关分闸回路。在变频投入状态下,当1#变频器出现故障时,分断1#变频器高压输入;旁路投入状态下,变频器故障分闸无效。
保护:保持原有对电机的保护及其整定值不变。6压力闭环控制系统原理、PID设定
由于该公司需要对煤气压力进行控制,因此采用压力闭环控制,测量元件为压力传感器,将它安装在罗茨鼓风机出气口的官道上,Vi为需设定压力值,压力传感器测量压力V作为输出量,构成闭环控制系统。变频器通过采集测量V与用户给定值Vi进行比较和运算,通过内置PID进行调整,将结果转换为频率调节信号送至变频器,直至达到给定液位的给定值Vi。
(1)在PID控制中,P系数加大,可以加快调节速度。但如果过大,系统容易因超调而震荡。若P太小,又会使系统的动作缓慢。P可正可负。如果比例系数为正,那么该回路为正作用回路;如果比例系数为负,那么该回路为反作用回路。本变频器P设定为0.5。
(2)积分I的作用主要是消除系统的静态误差。但过强的积分作用使闭环系统超调加大。所以在调节过程初期,应减弱积分作用,防止产生积分饱和现象;而到过程后期,应适当增强积分作用,以提高控制精度。本变频器I设定为15.0。
风光高压变频器内置PID功能,其中PID结构参数具有以下选择方式:
0:比例PID控制只比例增益起作用;
1:积分PID控制只积分增益起作用;
2:比例+积分PID控制比例增益和积分增益同时起作用;
3:比例+积分+微分PID控制比例增益、积分增益和微分增益同时起作用。
本变频器PID结构功能选择2,比例+积分PID控制比例增益和积分增益同时起作用,完全可以满足压力闭环控制系统的控制要求,不需要设定微分参数。
原系统改为变频调速系统以后,有一些问题需要重新设定。如:放风阀的压力设定,未改造前的原工频运行,放风阀的压力为5kPa,也就是当罗茨风机后级的气压达到5kPa以上时,才开启放风阀,排泄出多余的煤气。由于罗茨风机的工作特点,必须把进风阀门进入的气体完全打出去,当后级的气压较高时,罗茨风机负荷较重,电机电流已经超过额定值较多,变频器控制方式采用矢量控制,下限频率设定为20Hz。经过与客户沟通后,正常煤气加压压力为3kPa左右,基本满足正常生产需要。这样煤气加压系统可以进一步降低消耗。
A、B煤气加压机变频节电改造后,2021年7月中旬,正式投入生产,至今运行正常。系统达到了预期的效果:实施变频改造后,煤气加压站总用电量有明显下降,设备实现了软起动,改善了设备的运行工况,极锦工减轻了罗茨风机起动时对供配电系统的冲击。
为了对比变频改造节能情况,对工频、变频相应的运行数据进行了一周统计,以A煤气加压机的运行数据为例。 改造后,A煤气加压机的节电率为:(209.30-145.99)/209.30=30.25%,该设备年运行时间300天,每天运行 24h。按0.51元/kW?h计算,年节省电费:
(209.30-145.99)kW×24h×300d×0.51元/kW?h
=.6元。
除了节能效果显著外,还具有以下效果:
(1)维护量减少。采用变频调速后,大部分时间里,罗茨风机的运行转速大大低于额定转速。由于加压机启动缓慢及转速的降低,减少了风机的零部件密封、轴承的磨损,相应地延长了风机的寿命。
(2)工作强度降低。改造后采用压力闭环控制,就不用调节放风阀,操作工作由手动转变为自动、监控,完全实现生产的无人操作,大大减轻了工人的劳动强度。
(3)现场噪音大大降低,有效改善现场的运行环境,运行人员反映良好;便于实现煤气加压站机组控制系统自动化管理。
经过变频改造后,煤气加压机实现软启软停,不仅大大降低了工作人员的劳动强度,而且使整个工艺流程更稳定,达到了较好的节能效果。随着国家对节能减排工作的越来越重视,企业通过各种措施降低生产成本,其中变频技术起到了关键作用,取得了明显的经济效益和社会效益,适应了国家建设资源节约型社会的潮流。
山东锦工有限公司
山东省章丘市经济开发区
24小时销售服务
上一篇: 罗茨风机高压变频器特点
下一篇: 污水处理站曝气罗茨风机过载停车原因及对策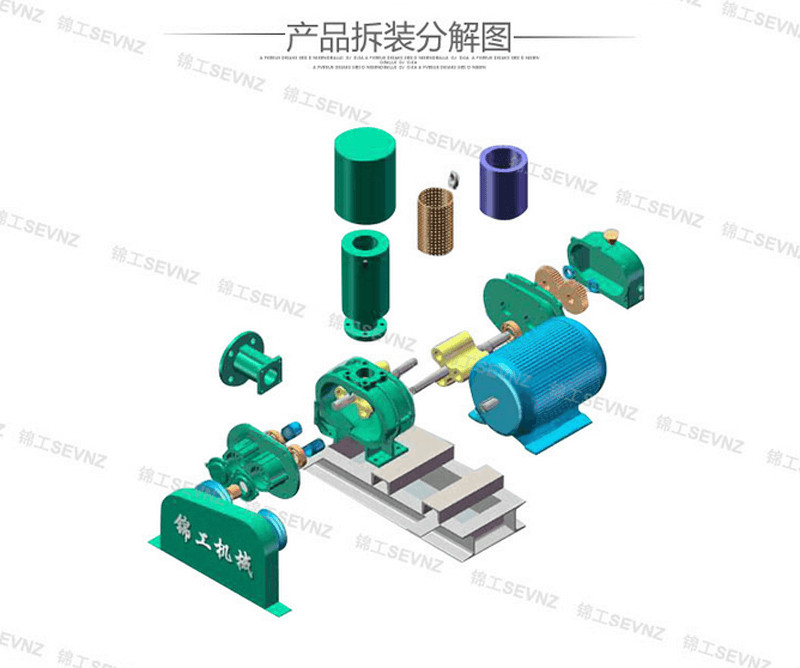
煤气罗茨加压风机plc控制:煤气加压风机变频方案.doc
氮气风机变频改造方案
一、系统概述
乌海黑猫炭黑厂的煤气加压风机根据供气情况的不同,调节阀门来调节风量。由于供气系统在设计时,考虑到安全因素和以后发展的需要、容量选择较大。又因供气量的不稳定,导至经常通过闸门调节实现风量和风压的控制,不仅工作量大,且大量的电能白白浪费在管路和闸门上。另由于受供电质量的影响,电网电压有时会瞬时大幅下降,导致风机保护停机而联跳生产线路,影响了正常的工业生产,因此为了保证该系统连续安全可靠运行,使其既满足风量要求又使耗电量最小,提高系统运行可靠性,完全有必要对现有的煤气加压系统进行变频改造。
随着电力电子技术发展,采用变频方式实施交流电机调速达到控制要求,已是成熟技术,它具有较高的功率因数,灵活简便的控制方式,稳定可靠的运行,启停过程中的软启停可消除对风机的机械冲击,相对降低15%-40%能耗等明显优点。
二、变频控制改造方案
电机参数:
功率: 500KW
电流: 38A
电压等级:10KV
变频器选型及性能特性
根据电机的额定电流,选用JD-BP38-500F山东新风光电子科技发展有限公司自主研发和生产,适合驱动高压异步电动机的变频器。
主要技术性能指标
额定输入电压: 10kV(-20%—+15%)
输入频率: 45 – 55Hz
输入方式: 36脉冲二极管全波整流输入
输出方式: 每相8单元 载波移相 正弦波脉宽调制输出
输入功率因数: 大于0.96(额定负载时)
效率(含变压器):大于96%(额定负载时)
输出频率: 0 – 50Hz,0-100%连续可调
频率分辨率: 0.01Hz
过载能力: <105%长期运行,120~150%一分钟保护,>180%立即保护
控制电源: 220VAC,5kVA
冷却方式: 强制风冷
防护等级: IP20
总重: 约5000kg,最大单件重约3000kg
模拟量输入: 四路,0~5V/4~20mA,任意设定
模拟量输出: 两路,0~5V/4~20mA可选
开关量输入输出: 16入/16出(可按用户要求扩展)
通讯接口: RS485接口
运行环境温度: -10到40℃
贮存/运输温度: -40到70℃
环境湿度: <90%(20℃时),不结露
安装海拔高度: <1000米(超过1000米时,需降额运行)
运行参数自动记录和输出、自动故障记录、限流功能、输出电压自动调整功能、瞬时停电自动跟踪功能、单元旁路功能等。
使用条件
拖动电机:三相异步电动机
负载性质:风机
电网电压:10kV(-20%~+15%)
环境温度:-8℃ ~ 40℃
海拔高度:<1000m
相对湿度:<90%(20℃时)
安装在相对洁净,无导电粉尘和腐蚀性气体的环境中。
外形尺寸及安装要求
变频器外形尺寸(不含旁路柜):宽*高*深=3700×2300×1600mm;
(含旁路柜)宽*高*深=8500×2300×1600mm.
如下图1所示。
说明:
变频器柜顶风机:三个;
其余外形图见文件夹:外形图。
图1 变频器外形图
变频器采用底部进出线方式,从正面看,高压进出线孔位于左部旁路柜居后的位置,二次进出线电缆孔位于控制柜居前的位置。变频器应安装在电缆沟上,见下图。
图2 变频器安装图(侧面)
变频器在正面操作。为了保证操作、维护的方便性和通风散热效果,变频器正面距墙距离不小于1.5米,背面和顶部距墙距离不小于1米,左右距墙不小于1米。
室内冷却方式:空调制冷;墙上安装排风扇;柜顶加风罩集中通风。
变频改造方案
根据用户要求及现场工况,高压变频器采用一拖三控制,变频器首先起动1号电机运行,变频器可采用闭环或开环运行,当变频器到达最高频率时还不能满足工况需求,这时变频器将1号电机转入工频运行,变频器起动2号电机运行,2号电机到达50Hz时,还不满足工况需求,则将2号电机也转入工频运行,变频器起动3号电机运行;当3号到达最低设定频率时,仍大于工况需求,则切掉1号电机,2号工频运行,3号变频运行,依次类推。
一次回路及保护
一次回路进线柜(旁路柜)、变压器柜、变频单元柜和操作控制柜组成。旁路柜的作用是在变频器维护过程中或变频器出现故障时,将电机投入到工频电网运行,保证生产不受影响。
变频运行时,变频器为电机提供全面的保护。自动旁路柜如图3所示。
图3 变频一拖三自动旁路图
图3旁路柜在变频器进、出线端增加了四个隔离刀闸,以便在变频器退出而电机运行于旁路时,能安全地进行变频器的故障处理或维护工作,DL0至DL3为原高压开关柜。
旁路柜主要配置:三个真空接触器(KM1、KM2、KM3)和七个刀闸隔离开关K1、K2——K7。KM1、KM2与KM3实现电气互锁,K2和K5电气互锁、K3和K6电气互锁、K4和K7电气互锁、KM1和D
煤气罗茨加压风机plc控制:(毕业论文设计)-PLC控制系统在煤气加压机中的应用(学术精品).doc
PLC控制系统在煤气加压机中的应用
摘要:
煤气加压机用于煤气输送,是钢铁、煤炭、石化行业的重要设备,其电气控制方式多采用仪器仪表和继电-接触器系统断续控制,自动化程度和可靠性低,难以保证控制精度,且无法实现网络通讯和远程监控。
本文设计了一套基于PLC的煤气加压机控制系统,实现了煤气加压自动控制;对装备现状与发展趋势进行了研究,提出了总体设计方案,选用FR-F740变频器实现风机调速,选用SBWR/Z温度传感器、EJA压力传感器实现现场数据采集,并将信号送至三菱FX2N-32M型PLC;设计了闭环控制PID算法,按照逻辑控制与过程控制结合的程序设计思路,基于GX Developer编程软件,开发了变频器控制程序,实现了风机的转速控制,设计了系统过载保护、故障报警、停机自动连锁等功能子程序。
结果表明,采用PLC控制的煤气加压机具有操作简单、运行精良、抗干扰能力强、编程简单、控制精度高的特点,提高了系统的可靠性,通过PLC组网,实现远程监控,较好的达到了设计目的。
关键词:煤气加压机;PLC;闭环控制;PID;变频器
Appliacation of PLC control system in gas pressure machine
Abstract:Gas pressure machine is used in transport of gas,it is an important device in the industry of iron,steel,coal and petrochemical .Its electrical system mostly use instruments and relay-contactor to control. it is difficult to guarantee that control precision, and unable to perform network communications and remote monitoring.
This article has designed a PLC-based gas control system, achieved the automatic control of gas pressure. Situation and development trend of the equipment has been studied, proposed design plan, use FR-F740 frequency to control fan speed , Use SBWR/Z temperature sensors, pressure sensors EJA to field data collection, and send the signal to Mitsubishi FX2N-32M PLC; designed a closed-loop control PID algorithm, follow logic control and process control program design idea, developer programming software based GX, developed the inverter control program for fan speed control, and design a system overload protection, alarm downtime features such as automatic chain subroutine.
The results showed that use PLC control of gas has a simple operation, run sophisticated, uding, programming simple, control and high precision, increased system reliability, through networking, PLC for remote monitoring, better design goal is reached.
Key words: gas pressure motor; PLC; loop control; PID; VFD
目 录
TOC \o “1-3” \h \z ?PERLINK \l “_Toc” 1绪论 PAGEREF _Toc \h 1
HYPERLINK \l “_Toc” 1.1课题背景 PAGEREF _Toc
罗茨鼓风机检修作业 罗茨鼓风机生产商 3kw罗茨鼓风机
山东锦工有限公司
地址:山东省章丘市经济开发区
电话:0531-83825699
传真:0531-83211205
24小时销售服务电话:15066131928

